| 10x cost multiplier at each development stage for fixing the same manufacturing issue. A sketch-stage fix costs hours. A post-tooling fix costs months and six figures. 1981 year the first DFM software was released on an Apple II Plus, offering real-time feedback to engineers. DFM as a discipline predates the modern CAD era. 30-50% typical quote price reduction achievable by applying DFM to sheet metal and machined parts before issue to suppliers (published fabrication industry data, 2026) Weeks to days DFM review cycle time compression reported by CoLab AutoReview users by sharing designs with manufacturing and quality engineers simultaneously, without requiring CAD access |
Introduction:
There is a particular type of engineering problem that happens quietly, costs a lot, and is almost entirely avoidable. An engineer spends three weeks building a detailed CAD model. The drawing is clean, well-dimensioned, and geometrically precise. It goes to the fabricator. A week later, the quote comes back with a price that is 40 percent higher than expected and a list of queries about features the machinist cannot make with standard tooling.
Or worse: the drawing passes quoting, the parts are made, and the first batch comes back with features that are technically within drawing tolerance but functionally wrong because the drawing was not specific enough about what the manufacturing process needed to deliver.
Both of these problems have the same root cause: the design was completed without Design for Manufacturability applied. The engineer knew what the part needed to do. They did not build the knowledge of how it would be made into the decisions that shaped the geometry, the tolerances, and the drawing notes.
This guide explains what DFM is, how it changes the specific content of CAD drawings, what the most important rules are for each common manufacturing process, how tolerances should actually be allocated rather than how they usually are, what AI DFM tools are doing differently in 2026, and the ten mistakes that most consistently make parts expensive, slow, or wrong.
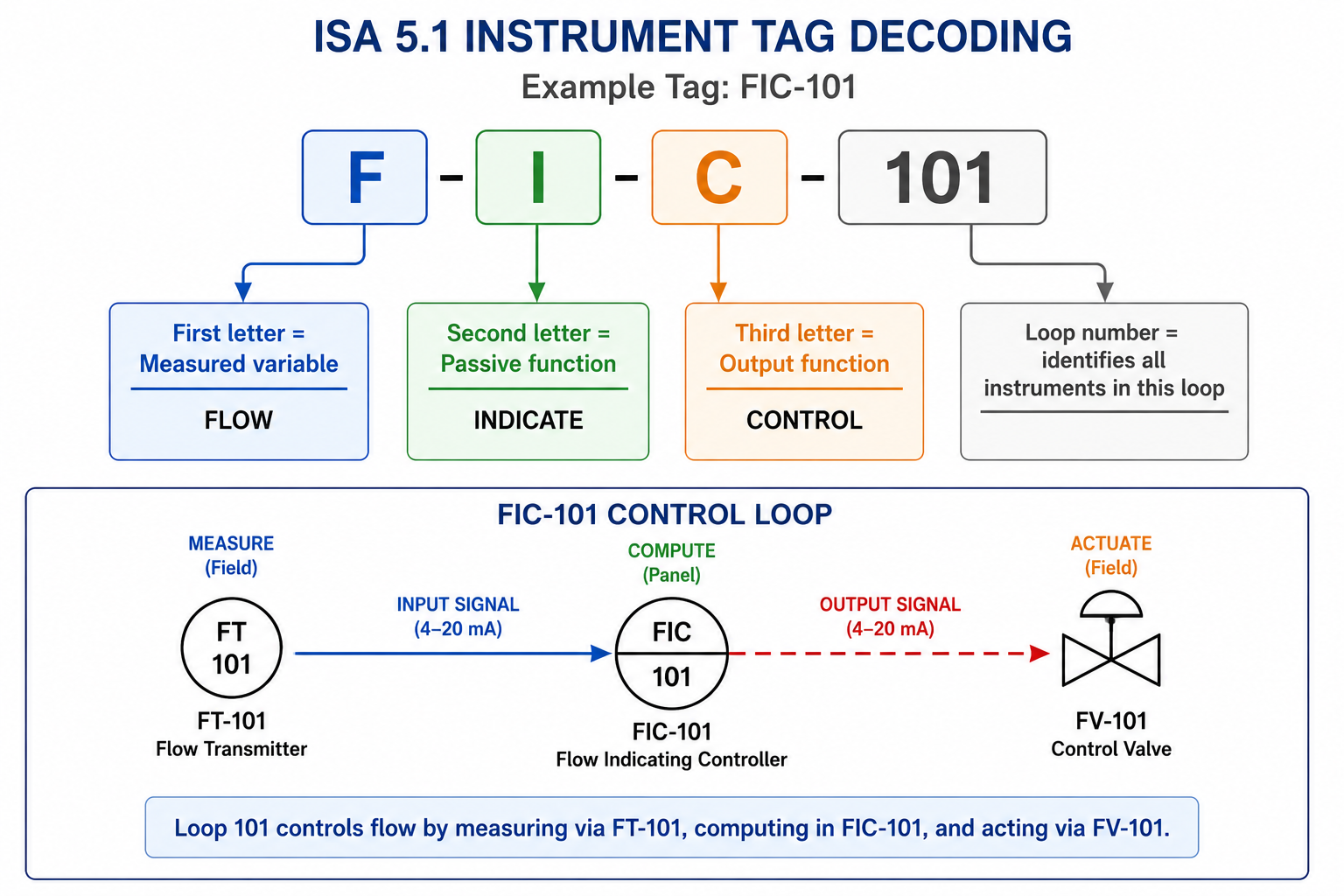
| Quick definition: Design for Manufacturability (DFM) is the practice of designing parts and assemblies so they can be manufactured efficiently, at minimum cost, and without the defects that result from ignoring process constraints during design. Applied to CAD drawings, DFM changes how features are geometrically defined, how tolerances are allocated, and what notes and specifications the drawing must contain to produce a manufacturable part. |
What Is Design for Manufacturability? The Clear Explanation
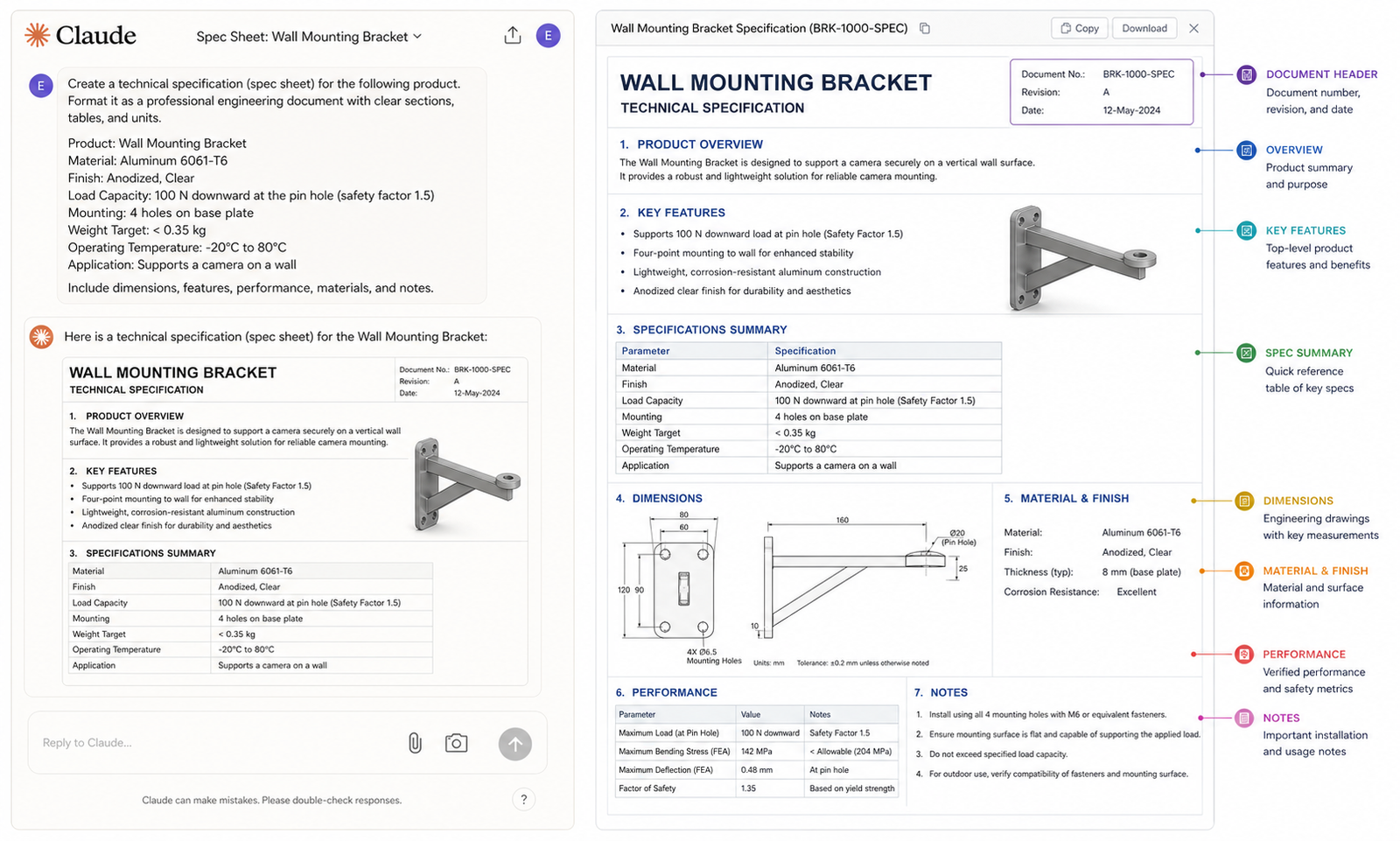
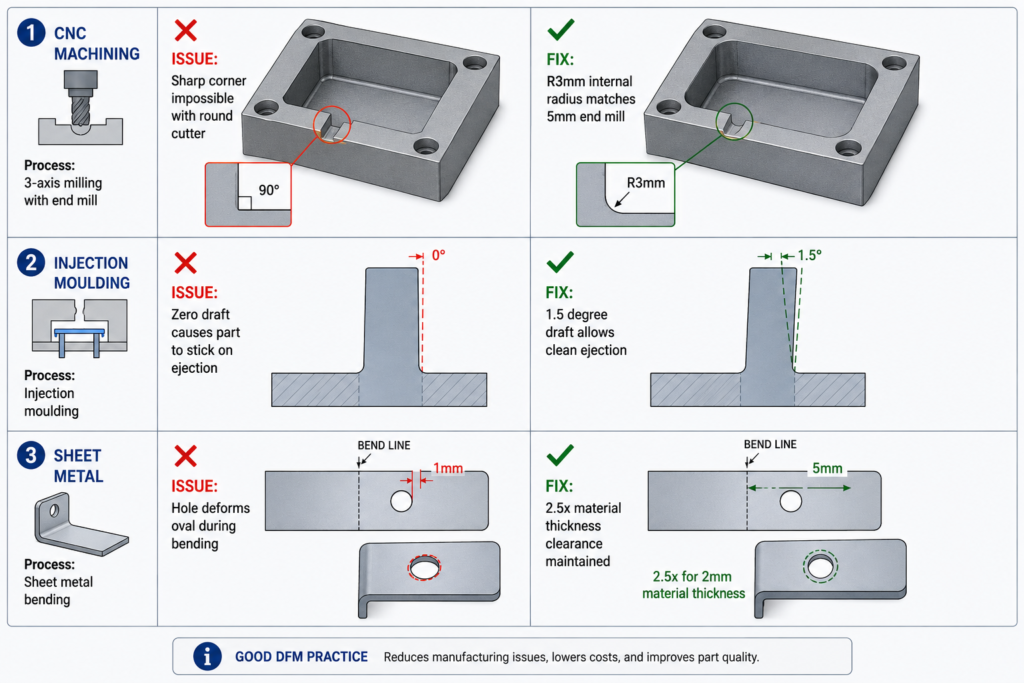
The idea behind Design for Manufacturability is straightforward. Every manufacturing process has constraints. CNC milling cutters are round, so they cannot cut perfectly sharp internal corners. Injection moulds open and close in a single direction, so walls must have draft to release cleanly. Sheet metal presses bend material in a way that deforms nearby holes if they are too close to the bend line.
DFM is the practice of knowing these constraints and designing around them from the start, rather than discovering them when the quote comes back with a problem list or when the first batch fails inspection. It is not a single review step at the end of the design process. It is a continuous mindset applied to every feature as the model is built.
The core disciplines within the broader DFM umbrella include:
- DFM (Design for Manufacturability): individual part geometry designed to be made efficiently by the target process
- DFA (Design for Assembly): assemblies designed to be assembled with minimum parts, minimum operations, and mistake-proof orientations
- DFMA (Design for Manufacture and Assembly): both combined, which is how most mature organisations approach the methodology
- DFQ (Design for Quality): geometry and tolerances designed so that inspection and quality control are practical and reliable
- DFS (Design for Sustainability): material selection and geometry designed for minimum material waste, energy use, and end-of-life disassembly
This guide focuses on DFM in its most direct engineering application: how the manufacturing process a part will go through should determine the geometry, tolerances, and documentation of the CAD drawing that produces it.
Why DFM Has Been Around Since 1981 and Still Gets Ignored
The first DFM software was released in 1981 on an Apple II Plus. Boothroyd Dewhurst, Inc. was founded in 1983 to commercialise DFM and DFA methodology. The principles have been taught in mechanical engineering degrees for four decades. And yet, the most common feedback from manufacturing engineers reviewing designs from product engineers is still that basic DFM rules have not been applied.
The reason is structural, not individual. In most product development workflows, the design engineer and the manufacturing engineer are separated by process, timeline, and sometimes by geography. The design engineer’s incentive is to get the design right functionally. The manufacturing engineer’s knowledge enters the process only at review gates that happen after significant design investment has been made. By the time a DFM problem is formally identified, it is expensive to fix.
AI DFM tools in 2026 are beginning to solve this by giving the design engineer manufacturing feedback at the moment they are making the decisions that create the problem, not after those decisions are locked into a finished drawing.
The Cost of Getting DFM Wrong: Why Early Matters So Much
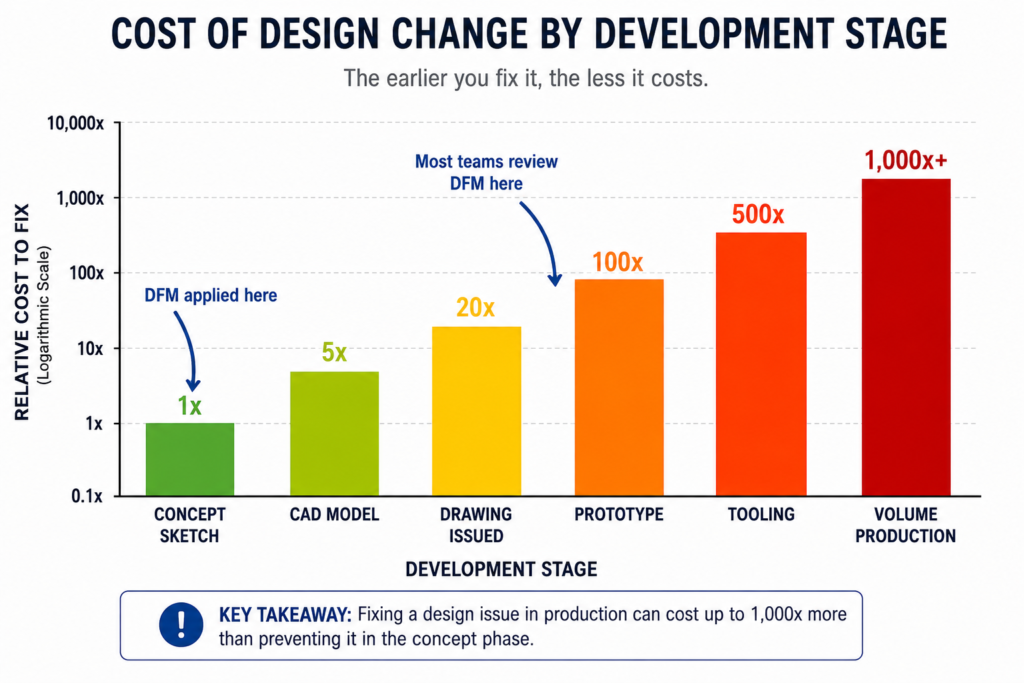
The relationship between when a manufacturing problem is discovered and what it costs to fix it is not linear. It is exponential. Published data from the manufacturing industry consistently shows a ten times cost multiplier at each stage of the development process.
| Stage | Who catches the issue | Typical correction cost | Time impact |
| Concept / sketch | Design engineer | Near zero: edit the sketch | Hours |
| CAD model complete | DFM review or tool | $1,000 – $5,000 | Days to 1 week |
| Drawing issued | Manufacturer or DFM check | $5,000 – $20,000 | 1-3 weeks |
| Prototype built | Testing team | $20,000 – $100,000 | Weeks to months |
| Tooling cut or ordered | Production engineer | $50,000 – $500,000+ | Months |
| Volume production | Quality / customer return | $500,000 – millions | Programme delay |
These are not theoretical figures. They reflect the actual economics of product development: engineering time to redesign, management overhead to approve the change, supplier communication to revise the order, scrapped tooling or scrapped parts, extended lead times, and in volume production, the cost of customer returns and warranty claims.
The table makes the business case for DFM review at the concept stage self-evident. The cost of an engineering hour at concept is the same as at prototype. But an engineering hour at concept prevents a problem that would cost a hundred times more to fix at the same stage one step later in the process.
| The most common DFM timing mistake: Treating DFM as a drawing release gate rather than a design activity. When DFM review only happens after the CAD model is complete and the drawing is drafted, every finding requires changes to finished work. The model must be reopened and edited. The drawing must be revised and re-checked. If DFM is instead applied feature by feature as the model is being built, the cost of each correction is essentially zero because the geometry does not yet exist in final form. |
How DFM Directly Affects Your CAD Drawings: Element by Element
The clearest way to understand how DFM in CAD works in practice is to look at specific drawing elements and compare how they appear with and without DFM applied. The differences are not cosmetic. They are the difference between a drawing that a manufacturer can confidently execute and one that generates a query list before production starts.
| Drawing Element | Without DFM thinking | With DFM applied |
| Internal corner radius | Sharp 90-degree corners on pocketed features | Minimum radius callout matching available tool size |
| Draft angles | Vertical walls on moulded or cast parts | 1-3 degree draft on every wall with draw direction arrow |
| Tolerances | Uniform tight tolerance on all features | Selective: tight on functional interfaces, ISO 2768 elsewhere |
| Wall thickness | Variable wall, thicker for stiffness, thinner for weight | Uniform wall, stiffness achieved through ribs and form |
| Hole placement | Holes positioned by assembly need alone | Holes checked against DFM rules for process before finalising |
| Surface finish | Single Ra value across all surfaces | Surface finish specified by zone: mating, sealing, general |
| Material callout | Nominal material grade, no processing spec | Full material spec with temper, condition, and standard reference |
| Weld symbols | Generic weld callout | Process-specific: groove type, joint prep, inspection class |
| GD&T | All dimensions in plus/minus | GD&T applied at functional interfaces, datum structure defined |
| Notes | Generic manufacturing notes | Process-specific notes: tool access, assembly sequence, inspection |
The Tolerance Conversation: What Most Engineers Get Wrong
Tolerance over-specification is one of the most consistently expensive DFM failures, and one of the most consistently overlooked. When a drawing applies the same tight tolerance to every dimension regardless of whether that dimension affects function, the fabricator must either meet every tolerance at premium cost or query the drawing. Most of the time, tight tolerances are applied by default because the engineer did not consciously decide what each feature’s tolerance should be.
The correct approach is selective tolerancing: apply tight tolerances only to features that genuinely require them for assembly or function, and let everything else default to a general tolerance standard like ISO 2768 medium (m). This approach communicates clearly to the fabricator what is critical and what is not, allowing them to prioritise process control where it matters and use their judgment elsewhere.
| Feature type | Standard tolerance | Precision tolerance | When to specify precision |
| Non-functional dimensions | ISO 2768-m | Not needed | Never. Leave to process default. |
| Mating clearance fits | ISO 2768-m | H7/g6 or similar | When assembly requires controlled clearance |
| Press fits / interference | ISO 2768-f | H7/p6 or tighter | When retention force is load-bearing |
| Bearing seats | IT6-IT7 typical | IT5 for precision | All rotating or oscillating bearing interfaces |
| Sealing surfaces | Ra 1.6 surface finish | Ra 0.8 or 0.4 | All elastomeric or metal-to-metal seals |
| Bolt clearance holes | H12 or H13 | Not needed | Only for precise pin/dowel location |
| General machined faces | ISO 2768-m | Avoid | General form only, not functional mating |
| Welded joint gaps | Plus/minus 1.0mm | Plus/minus 0.5mm | Only for precision structural weld joints |
| The tolerance audit habit: Before releasing any drawing, go through every toleranced dimension and ask one question: does the function of this part or assembly change measurably if this dimension is at the opposite end of its tolerance? If the answer is no, the tolerance is over-specified. Remove it or replace it with a general note reference. This single habit reduces manufacturing cost on most parts by 10 to 30 percent without changing function. |
DFM Rules by Manufacturing Process: What the Drawing Must Communicate
The most important DFM knowledge for a design engineer is process-specific. The rules for CNC machining DFM are different from the rules for injection moulding, which are different from sheet metal, which are different from casting. The manufacturing process determines what the drawing must say, and a drawing that does not communicate the right things for its intended process is not a complete engineering document.
| Manufacturing Process | Key DFM Rules for CAD | Common CAD drawing violations |
| CNC Machining | Min internal corner radius = tool radius + 10%. Max depth-to-width = 4:1 for slots. Uniform wall thickness. Limit setups to one or two sides. | Sharp internal corners, pockets deeper than tool reach, features requiring 5-axis where 3-axis is spec |
| Injection Moulding | Draft angle 1-2 degrees on all walls. Min wall 1.2mm, uniform thickness. Rib height max 3x wall thickness. Gate location away from mating faces. | No draft on tall walls, variable wall thickness causing sink marks, undercuts needing side actions |
| Sheet Metal | Min hole diameter = material thickness. Hole-to-bend distance = 2.5x thickness. Flange height = 4x thickness. Bend relief at intersecting bends. | Holes too close to bends, flanges too short for press brake, no bend relief at corners |
| Die Casting | Draft 1-3 degrees. Wall uniformity critical. Parting line position chosen to minimise surface marks. Draft on cores and inserts. | Non-uniform walls causing porosity, draft violations, undercuts on parting plane |
| 3D Printing (FDM) | Orient to minimise supports. Min feature 2x nozzle diameter. Avoid horizontal overhangs beyond 45 degrees. Bridge length under 50mm without support. | Features requiring excessive support, thin horizontal bridges, tolerance expectations beyond FDM capability |
| Casting (sand/invest.) | Min wall 3-5mm depending on alloy. Generous draft 2-5 degrees. Avoid sharp transitions, use fillets everywhere. Core placement feasibility. | Thin sections that cannot fill, missing draft, sharp corners causing stress concentration in casting |
| Welded fabrication | Access for welding torch and visual inspection. Joint gap specification. Weld sequence to minimise distortion. Avoid welds in high-stress zones. | No access for torch, joints requiring simultaneous multi-position welding, tolerance on welded geometry too tight |
| Turning / lathe work | Consistent diameters to minimise tool changes. Undercuts need relief groove. Chamfers on all transitions. Length-to-diameter max 4:1 without steady. | Long slender parts with no steady provision, multiple non-standard diameters, undercuts without relief |
CNC Machining DFM: The Internal Corner Is Where It Always Breaks
The single most common CNC machining DFM violation is the sharp internal corner in a pocketed feature. A milling cutter is round. It cannot cut a 90-degree internal corner. It leaves a radius equal to its own radius. If the design requires a sharp corner, either a different operation is needed (EDM wire cutting, broaching, or grinding), or the part cannot be made as drawn.
The solution is not complicated: specify a minimum internal corner radius in every pocketed feature, equal to the cutter radius plus ten percent clearance. For a 10mm end mill, specify R6mm internal corners. For a 6mm end mill, R4mm. If the mating part that fits into the pocket has a sharp corner, chamfer or relieve that part’s corner rather than requiring the pocket to be square.
The second most common issue is feature depth relative to available tooling. Standard end mills have a flute length to diameter ratio of around 3:1 to 4:1. A pocket 60mm deep requiring a 10mm end mill cannot be machined with standard tooling because the flute length is only 30 to 40mm. The feature requires special extended-reach tooling, which adds cost, delivery time, and vibration risk to the operation. If the pocket depth is driven by function, acknowledge in the notes that extended tooling is required and confirm with the machinist before releasing.
Injection Moulding DFM: Draft and Wall Thickness Are Not Optional
Draft angle is the first and most critical injection moulding DFM rule. When a part is injected into a mould, it must be ejected cleanly as the mould opens. Without draft on the walls, the part grips the mould and either damages the surface, requires excessive ejection force that marks the part, or sticks entirely. The minimum draft angle depends on the surface finish: polished surfaces require at least 0.5 degrees, textured surfaces require 3 to 5 degrees in addition to the texture depth.
Wall thickness uniformity is the second critical rule. Injection-moulded parts cool from the outside in. Thick walls cool slowly, thin walls cool quickly. Where thick and thin sections meet, the differential cooling creates internal stress, sink marks on the surface opposite the thick section, and warping as the part cools unevenly. The DFM-compliant approach is to design uniform wall thickness throughout and use ribs and gussets to add stiffness, not increased wall thickness.
Rib design follows specific proportions from the wall: rib height maximum 3 times the wall thickness, rib thickness 50 to 60 percent of the wall thickness, and a draft of 0.5 to 1 degree on each rib face. These proportions prevent the rib from causing sink marks on the visible face while providing the stiffness that the design requires.
Sheet Metal DFM: The Rules That Are Invisible Until You Break Them
Sheet metal DFM rules are covered in depth in our guide on sheet metal design for manufacturing. The most consequential rules that affect CAD drawings specifically are the hole-to-bend distance (minimum 2.5 times material thickness from the hole edge to the nearest bend tangent line), the flange height minimum (4 times material thickness for press brake grip), and the requirement for bend relief cuts at all intersecting bends.
These rules are invisible on the finished drawing to anyone who does not know them. A hole positioned 3mm from a bend in 2mm steel looks like a standard hole. The drawing does not announce that it will deform oval during bending. The experienced fabricator will query it. The inexperienced one will cut it and discover the problem at forming.
AI DFM Tools in 2026: From Rule Checkers to Active Design Optimisers
The AI DFM tool landscape in 2026 has split into two distinct categories: tools that check designs against rules and flag problems, and tools that actively optimise designs against manufacturing constraints without requiring the engineer to make every correction manually. Understanding the difference helps set realistic expectations about what each tool can deliver.
| Tool | Type | What it checks | CAD integration |
| Xometry DFM | Cloud / upload | CNC, 3D printing, injection moulding | STEP upload, instant feedback online |
| CoLab AutoReview | Collaboration AI | Best practices, company-specific standards | Comment on 3D models in browser, no CAD needed |
| InfinitForm | In-CAD AI | Actively optimises geometry, not just flags | Direct Fusion 360 and SolidWorks integration |
| Autodesk DFM (Fusion) | In-CAD integrated | Machining, additive, sheet metal | Native in Fusion 360 Manufacture workspace |
| DFMXpress | In-CAD integrated | Machining and injection moulding rules | Native in SolidWorks, runs on active model |
| Dashnode AI DFM | Cloud / upload | CNC, turning, sheet metal, additive | STEP/IGES upload, detailed feature-level report |
| Protolabs DFM | Cloud / upload | Injection moulding, machining, 3D printing | Part upload on quoting platform |
| Fictiv DFM feedback | Cloud / upload | All common processes with manufacturability | Integrated in quoting and ordering workflow |
Static Rule Checkers vs AI-Driven Optimisers
Traditional DFM tools, including the built-in DFMXpress in SolidWorks and early versions of cloud upload tools, apply static geometric rule sets. The rules are hard-coded: minimum corner radius, minimum draft, minimum hole diameter. When a feature violates a rule, the tool flags it. The engineer decides what to do.
The limitation identified in a March 2026 CoLab analysis is that static rule checkers often generate high volumes of false positive alerts on designs that are technically acceptable for the specific tooling and process setup being used, even if they violate a generic rule. Engineers begin ignoring the alerts because too many are irrelevant. The signal-to-noise ratio degrades the value of the tool.
AI-trained tools like InfinitForm and the newer generation of analysis engines trained on real manufacturing outcomes are beginning to address this. Rather than applying static geometric rules, they are trained on historical manufacturing data: which designs were quoted at a premium, which resulted in scrap, which required tool changes or process deviations. The feedback is contextual rather than generic, which reduces false positives and increases engineer trust in the outputs.
InfinitForm: The Active Optimiser Approach
InfinitForm represents a conceptually different approach from flagging tools. Rather than producing a list of problems for the engineer to solve, it applies automated geometry corrections directly to the CAD model: rounding corners, adding draft, adjusting wall thickness, all within the CAD environment without requiring the engineer to identify and manually fix each issue.
For engineering teams processing high volumes of similar part geometries, this approach delivers significant throughput gains. For complex or novel designs where the engineering judgment behind each feature is important, the active optimiser approach needs careful supervision: automated corrections can change the design intent if the optimiser does not understand why a specific geometry exists. The engineer remains responsible for reviewing what the tool has changed.
Cloud Upload Tools: Xometry, Protolabs, and Fictiv
The cloud quoting platforms operated by Xometry, Protolabs, and Fictiv have built DFM analysis directly into their quoting workflow. When an engineer uploads a STEP file for a quote, the platform analyses the geometry against the selected process rules and returns both a price and a DFM report in the same response.
This is probably the most consequentially positioned DFM feedback in any workflow: the engineer receives manufacturing feedback at the exact moment they are deciding whether to proceed with the design. A DFM issue flagged at the quoting stage costs an email and a model revision. The same issue discovered during production at that same supplier costs a production hold and an emergency re-design.
Design for Assembly: The DFM Dimension That Affects the Whole Product
If DFM focuses on how individual parts are made, Design for Assembly (DFA) focuses on how those parts come together. The principles are related but distinct, and both have direct effects on what appears on CAD drawings and assembly documentation.
The Boothroyd-Dewhurst Principles That Still Apply in 2026
Geoffrey Boothroyd and Peter Dewhurst codified the foundational DFA principles in the 1970s and 1980s. Four decades later, they remain the most consistently useful framework for assembly design decisions in CAD:
- Minimise the part count. Every part is a cost: material, manufacturing, inspection, inventory, and assembly time. Ask whether each part can be combined with an adjacent part without losing function. The part count is the single highest-lever driver of assembly cost.
- Design parts with unambiguous assembly orientation. If a part can be inserted in the wrong orientation, it will be, eventually, and the consequence will be a field failure or an assembly line stoppage. Use asymmetric geometry or assembly features to make the wrong orientation physically impossible.
- Design for top-down assembly. Where possible, design assemblies so each part is added from above and drops into place under gravity. This enables robotic assembly and reduces the number of repositioning steps required during manual assembly.
- Minimise fastener count and types. Each different fastener type requires a different tool, a different bin, and a different training requirement. Standardise on a minimum number of fastener types and sizes across a product family.
How DFA Appears in CAD Drawings
- Poka-yoke features (asymmetric tabs, locating pins, orientation notches) that make wrong assembly physically impossible
- Assembly sequence notes specifying the order of sub-assembly and final assembly operations
- Fastener callouts using the minimum number of standardised types across the assembly
- Clearance specifications for assembly tool access (screwdriver, spanner, rivet gun)
- Datum references that are accessible and measurable during assembly, not just during inspection
Integrating DFM Into Your CAD Modeling Workflow
DFM is most effective when it is not a separate activity from CAD modeling but a habit embedded in how the model is built. The following approach integrates DFM thinking at each stage of the modeling process without adding a separate review gate that is often compressed or skipped under schedule pressure.
Before Opening the CAD Software
The most important DFM decision is often the first one: selecting the manufacturing process. The process determines every subsequent DFM rule that applies. A design engineer who does not know whether a part will be machined, moulded, or fabricated cannot make any sensible geometry decisions because the constraints are completely different for each.
If the process is not yet fixed, the concept design should use geometry that is agnostic enough to work for at least two candidate processes. Do not design sharp internal corners as a default if the part might be injection moulded, because adding draft later is more disruptive than designing with draft from the start. Use the concept stage to test which process is most appropriate before committing to the geometry that locks the choice.
During Feature Creation
Apply the most critical DFM rule for the chosen process to each feature as it is created. For machined parts: never create an internal pocket without specifying the corner radius in the feature. For moulded parts: apply draft before finalising any extruded wall. For sheet metal: check hole-to-bend clearance before placing any hole near a fold line.
This is not additional work. It is the same modeling time applied with process awareness rather than pure geometry focus. The feature takes the same time to create. The only difference is whether the geometry that is created will need to be reopened and corrected when the DFM check is run after drawing completion.
At Drawing Creation
The drawing is where DFM is either confirmed or undermined by tolerances and notes. Three things matter most at the drawing stage.
First, tolerance allocation: apply the tolerance table approach from earlier in this guide. Tight only where function requires it. General reference everywhere else. Add a general tolerance block in the title block referencing ISO 2768-m so the fabricator knows the default.
Second, drawing notes: add process-specific notes that the drawing geometry alone cannot communicate. Tool access direction for inspection. Acceptable substitution materials if the primary specification is unavailable. Required testing before acceptance. Any feature that is critical to assembly or safety, marked as such.
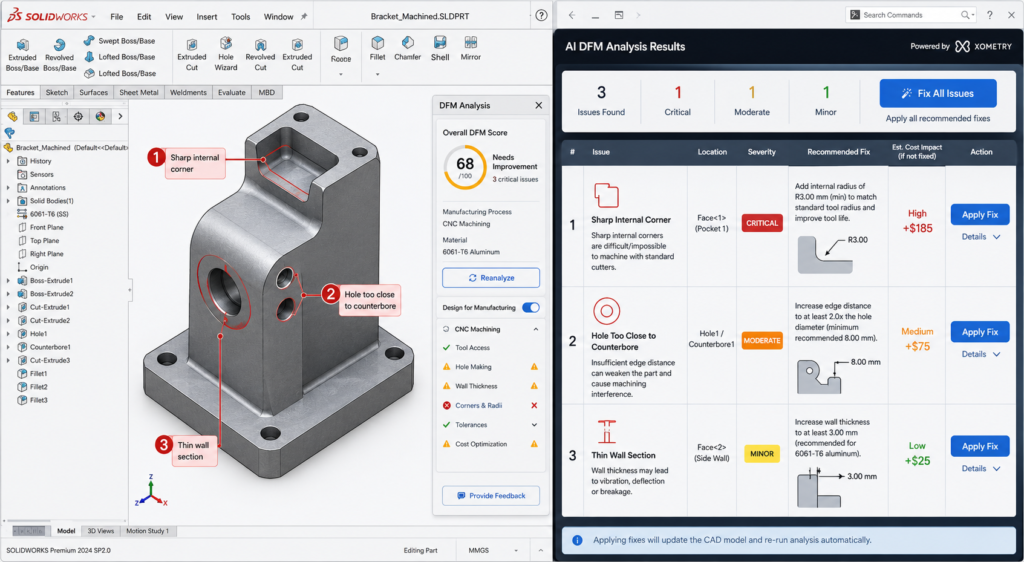
Third, run the AI DFM check before releasing. With tools like DFMXpress in SolidWorks or the Fusion 360 DFM workspace, this takes minutes and catches the geometric violations that might have slipped through modeling. Treat any critical finding as a mandatory fix, not an optional consideration.
10 DFM Mistakes That Make Parts Expensive, Slow, or Wrong
These are the DFM failures that come up most consistently across machined, moulded, and fabricated part reviews. Each one has a specific, measurable cost consequence and a straightforward prevention strategy.
| Mistake | Cost consequence | Prevention |
| Sharp internal corners in CNC pockets | 100% rejection or EDM rework: $500-$5,000/part | Specify minimum internal radius = tool radius + 10% in all pocketed features. Put it in the drawing notes. |
| No draft on injection-moulded walls | Mould tools reworked or part sticks on ejection | Apply 1-2 degree draft to all walls in draw direction. Check mould flow simulation before tooling. |
| Over-toleranced non-critical features | Quote 30-50% higher than necessary | Apply ISO 2768-m as default. Tighten only mating and functional interfaces. Mark critical dimensions clearly. |
| Variable wall thickness in moulding | Sink marks, warping, weld lines in production | Design uniform wall thickness. Add ribs for stiffness. Transition thickness changes with tapered sections. |
| Undercuts without side actions budgeted | Tooling cost overrun by 20-40% | Identify all undercuts during DFM review and confirm whether side actions are in tooling budget and lead time. |
| Material specified without temper | Wrong material properties, wrong machinability | Always specify full material standard: alloy, grade, temper, condition. Not ‘aluminium’ but ‘6061-T6 per AMS 2770’. |
| Feature depth exceeding tool reach | Special tooling ordered, programme delayed | Check all pocket depths against standard end mill reach ratios (max 4:1 depth:diameter for standard tooling). |
| No tool access for inspection | In-process inspection impossible, defects missed | Design inspection access for all critical features. Confirm measurement method with quality team before drawing release. |
| Assembly sequence not considered | Parts cannot be assembled in the designed order | Build assembly sequence into notes. Check that every fastener has access and every sub-assembly can reach its position. |
| Ignoring DFM until drawing is complete | Rework of finalised model is expensive and slow | Integrate DFM checks at the concept and mid-model stage, not as a gate after the drawing is finished. |
| The DFM checklist for every drawing release: Before releasing any CAD drawing: (1) Internal corner radii specified for all machined pockets. (2) Draft angles on all moulded or cast walls. (3) Wall thickness uniform or tapered for injection moulding. (4) Hole positions checked against bend distances for sheet metal. (5) Tolerance callouts reviewed, non-critical features set to ISO 2768-m. (6) Full material specification including temper and standard. (7) AI DFM check run and all critical findings resolved. (8) Assembly sequence and tool access confirmed where relevant. Two minutes of checking here prevents two weeks of rework later. |
DFM and Sustainability: The 2026 Dimension
Sustainability-focused DFM is the fastest-growing component of the discipline in 2026. Regulatory pressure, customer expectations, and genuine cost savings from material efficiency are driving its adoption in sectors from consumer electronics to industrial equipment.
Sustainability-focused design for manufacturability applies the same logic as cost-focused DFM: the design decision made at the CAD stage determines the material waste, energy consumption, and end-of-life recyclability of every part produced. Those outcomes cannot be improved significantly once the geometry is fixed and tooling is committed.
- Material efficiency: topology-optimised geometry removes material from low-stress regions, reducing both part weight and the energy required to produce the raw material
- Process selection for carbon footprint: machining from solid generates significant swarf waste; near-net-shape forming processes such as forging and casting use materially less input stock for the same output part
- Fastener-free joining: snap-fit, press-fit, and adhesive-bonded joints reduce the number of dissimilar materials in an assembly, improving recyclability at end of life
- Recycled material specification: calling out recycled aluminium alloys or post-consumer recycled polymer grades in the material specification is now a viable and often cost-neutral choice on many standard part types
- Design for disassembly: ensuring that assembled parts can be separated at end of life without destroying either component, by avoiding permanent bonding of dissimilar materials and designing accessible fastener access
Conclusion:
The engineers who produce drawings that go directly to manufacture without a problem list are not the ones with the most experience. They are the ones who have internalised the constraints of the processes they are designing for, and who apply those constraints feature by feature as the model is built rather than as a checklist after it is finished.
Design for Manufacturability is not complicated. The rules for each process are learnable in an afternoon. The tolerance strategy is a decision framework, not a table to memorise. The DFM habits, checking corner radii in machined pockets, adding draft to moulded walls, keeping holes away from bends, take no additional time once they are reflexive.
What makes DFM expensive to ignore is the compounding cost of discovering problems late. What makes it worth prioritising is the compounding benefit of designs that work the first time: faster first article acceptance, fewer supplier queries, lower quoted prices, and manufacturing teams that trust the drawings they receive.
In 2026, AI DFM tools from InfinitForm, Xometry, CoLab, and others are making it easier to catch the remaining violations that slip through even experienced design reviews. But the tools only work well on designs that were already being thought about correctly. The AI catches what the engineer missed. It does not replace the engineer thinking about manufacturability while the model is being built.
Design the process into the part. The process cannot be designed in after the drawing is released.
Frequently Asked Questions
What is design for manufacturability (DFM)?
Design for manufacturability (DFM) is an engineering methodology that ensures products are designed to be manufactured efficiently, reliably, and at minimum cost. It involves applying process-specific design rules during CAD modeling, reviewing geometry against manufacturing constraints before drawings are released, and selecting materials and tolerances that match what the production process can actually achieve. DFM reduces rework, scrap, and tooling corrections by catching problems at the design stage rather than on the shop floor.
How does DFM affect CAD drawings specifically?
DFM changes what a CAD drawing must communicate. A DFM-compliant drawing includes minimum internal corner radii that match available tooling, draft angles on moulded and cast walls, hole-to-bend distances for sheet metal, and selective tolerances that are tight only on functional interfaces while leaving the rest to ISO 2768 defaults. The manufacturing process determines what the drawing must say. Without DFM applied, drawings routinely specify features that are impossible for the intended process, tolerances that add cost without functional benefit, and geometry that a fabricator must query or reject.
When in the design process should DFM be applied?
DFM should be applied at the concept stage, before detailed CAD modeling begins. The cost of fixing a manufacturing issue increases by roughly a factor of 10 at each development stage. Fixing a DFM issue at concept costs engineering time only. The same problem found after tooling is cut costs tens of thousands to hundreds of thousands of dollars and delays the programme by months. The most effective DFM is not a gate review at drawing completion but a continuous habit of checking each feature against the target process as the model is built.
What are the most important DFM rules for CNC machining?
The most critical DFM rules for CNC machining in CAD are: minimum internal corner radius equal to the cutter radius plus ten percent, maximum pocket depth to width ratio of 4:1 for standard tooling, uniform wall thickness to avoid chatter and deflection, feature access from two setups maximum, chamfers rather than sharp edges on all transitions, and thread relief grooves on all threaded sections. Each of these rules is directly reflected in how the part is dimensioned and annotated on the drawing.
What is the difference between DFM and DFA?
DFM (Design for Manufacturability) focuses on how individual parts are made. DFA (Design for Assembly) focuses on how parts are assembled together. DFM asks whether a single part can be manufactured efficiently by the intended process. DFA asks whether the number of parts can be reduced, whether fasteners are accessible, whether parts can be assembled in only one orientation, and whether the assembly sequence is practical. Both disciplines are related and both affect CAD drawings, but they address different failure modes in product development.
How does AI DFM analysis work in 2026?
AI DFM tools in 2026 analyse CAD geometry automatically when a model is uploaded or as it is being built inside the CAD environment. They check features against process-specific rule libraries, flag violations with location, severity, and suggested fix, and in the most advanced tools such as InfinitForm, they automatically optimise the geometry rather than simply flagging the problem. Tools like Xometry and Protolabs integrate DFM feedback directly into the quoting workflow, so engineers receive manufacturability feedback at the same time as they receive a price. The shift from static geometric rules to AI trained on manufacturing outcomes is making DFM analysis faster, more accurate, and more accessible to engineering teams without dedicated DFM specialists.
‘Boothroyd Dewhurst: the founding research organisation for DFMA methodology‘