Reverse engineering has quietly become standard practice across a far wider range of industries than most engineers realize. The image that comes to mind for most people, an aerospace engineer scanning a turbine blade or an automotive supplier benchmarking a competitor’s transmission, is accurate but represents only a fraction of where this technology now delivers value. From patient-specific orthopedic implants designed from CT scans of an individual’s anatomy, to wind farm operators scanning damaged turbine blades for repair, to museums digitizing fragile artifacts before they degrade further, reverse engineering has become a general-purpose tool for converting physical reality into usable digital design data.
What makes this article different from the lists of industries that appear elsewhere is the level of specificity. Every industry has different reasons for using reverse engineering, different accuracy requirements, different regulatory constraints, and different dominant scanning technologies. An aerospace engineer reverse engineering a structural bracket for a legacy aircraft operates under entirely different requirements than a museum conservator digitizing a sculpture, even though both processes start with a 3D scan and end with a digital model. Treating these as the same activity, as most overview content does, obscures the genuinely useful information: what does reverse engineering actually look like in your industry, specifically?
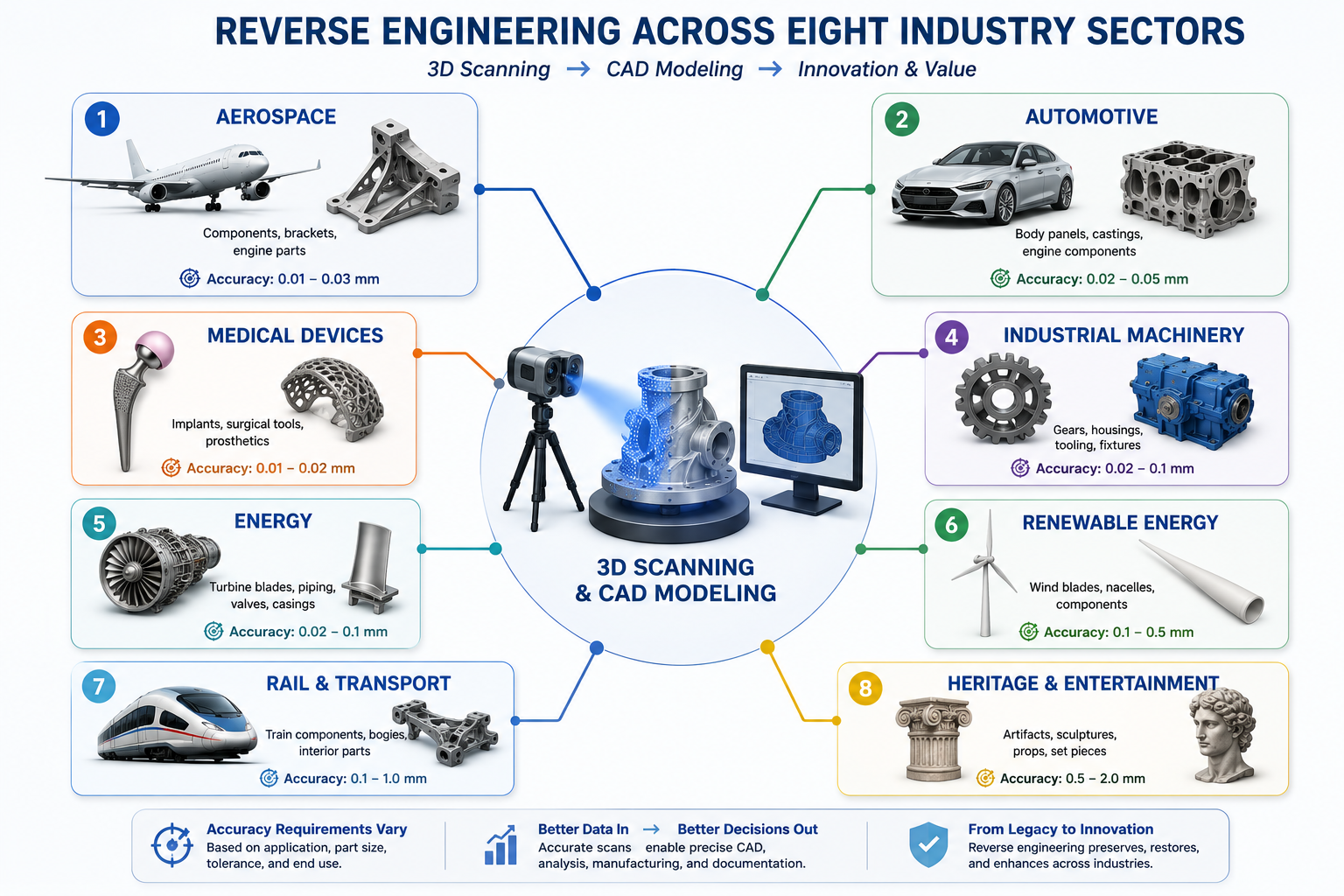
This article covers eight industry sectors where reverse engineering has become integral to operations, with the specific technical drivers, accuracy requirements, dominant technologies, and regulatory frameworks that define reverse engineering practice in each. It draws on the metrology framework and scanning technology knowledge covered in the rest of this series to explain not just that these industries use reverse engineering, but precisely how and why.
Industry Overview: Drivers, Accuracy, Technology, and Regulation
The table below summarizes the eight industries covered in this article, mapping each to its primary reverse engineering driver, typical accuracy requirement, dominant scanning technology, and the regulatory framework that governs the application. Use this as a quick reference, and refer to the detailed sections for the technical reasoning behind each entry.
| Industry | Primary RE Driver | Typical Accuracy Need | Dominant Technology | Regulatory Framework |
| Aerospace & Defense | Legacy parts (DMSMS), OEM tooling loss | 0.01 to 0.05 mm | Structured light + CMM hybrid, CT for internals | AS9100, MIL-SPEC config management |
| Automotive (OEM + Aftermarket) | Competitive benchmarking, legacy parts, EV development | 0.02 to 0.10 mm | Structured light (ATOS), photogrammetry for large body panels | IATF 16949 |
| Medical Devices & Orthopedics | Patient-specific implants, legacy device documentation | 0.05 to 0.20 mm (implants), CT for internal anatomy | CT scanning, structured light for external | ISO 13485, FDA 21 CFR Part 820 |
| Industrial Machinery & Equipment | Obsolete OEM parts, custom wear components | 0.05 to 0.30 mm | Handheld laser/structured light (FARO, Creaform) | General ISO 9001, customer-specific |
| Energy (Oil, Gas, Power Generation) | Turbine blades, valve bodies, legacy plant components | 0.02 to 0.10 mm (blades), 0.1-0.5mm (large components) | Structured light, laser tracker for large assemblies | API standards, ASME B31, plant-specific QA |
| Renewable Energy (Wind, Solar) | Wind turbine blade repair, gearbox housing reproduction | 0.5 to 2 mm (blades), 0.05-0.2mm (gearbox) | Photogrammetry/drone for blades, structured light for components | IEC 61400 (wind turbine standards) |
| Rail & Heavy Transportation | Rolling stock parts, bogie components, signaling hardware | 0.05 to 0.5 mm | Laser scanning, structured light | EN 15085, regional rail authority standards |
| Heritage, Museums & Entertainment | Artifact digitization, prop and costume reproduction, restoration | 0.1 to 2 mm (varies widely by purpose) | Photogrammetry, structured light, handheld scanners | No formal standard, institution-specific |
The pattern across this table reflects a consistent principle from earlier in this series: accuracy and technology requirements are driven by the application, not the industry label. Aerospace and medical devices both demand precision because of the consequences of failure, but the specific accuracy numbers and scanning technologies differ based on part geometry, material, and the specific decision the scan data will support.
1. Aerospace and Defense: Legacy Parts and DMSMS Management
Aerospace and defense represent the most mature application of reverse engineering, and the primary driver has a name that every aerospace sustainment engineer knows well: DMSMS, Diminishing Manufacturing Sources and Material Shortages. Military and commercial aircraft remain in service for 30 to 50 years or longer. The suppliers who originally manufactured specific components frequently go out of business, discontinue product lines, or lose the tooling and technical data needed to remanufacture a part long before the aircraft itself is retired.
When a part becomes unavailable through DMSMS, the operating organization faces a choice: ground the aircraft until an alternative is found, redesign the system to use a different component (an expensive and time-consuming engineering change that may require requalification), or reverse engineer the original part to enable manufacture from a new source. Reverse engineering is frequently the fastest and most cost-effective path, particularly for mechanical components, brackets, housings, and structural parts where the original design intent can be recovered reliably from the physical part.
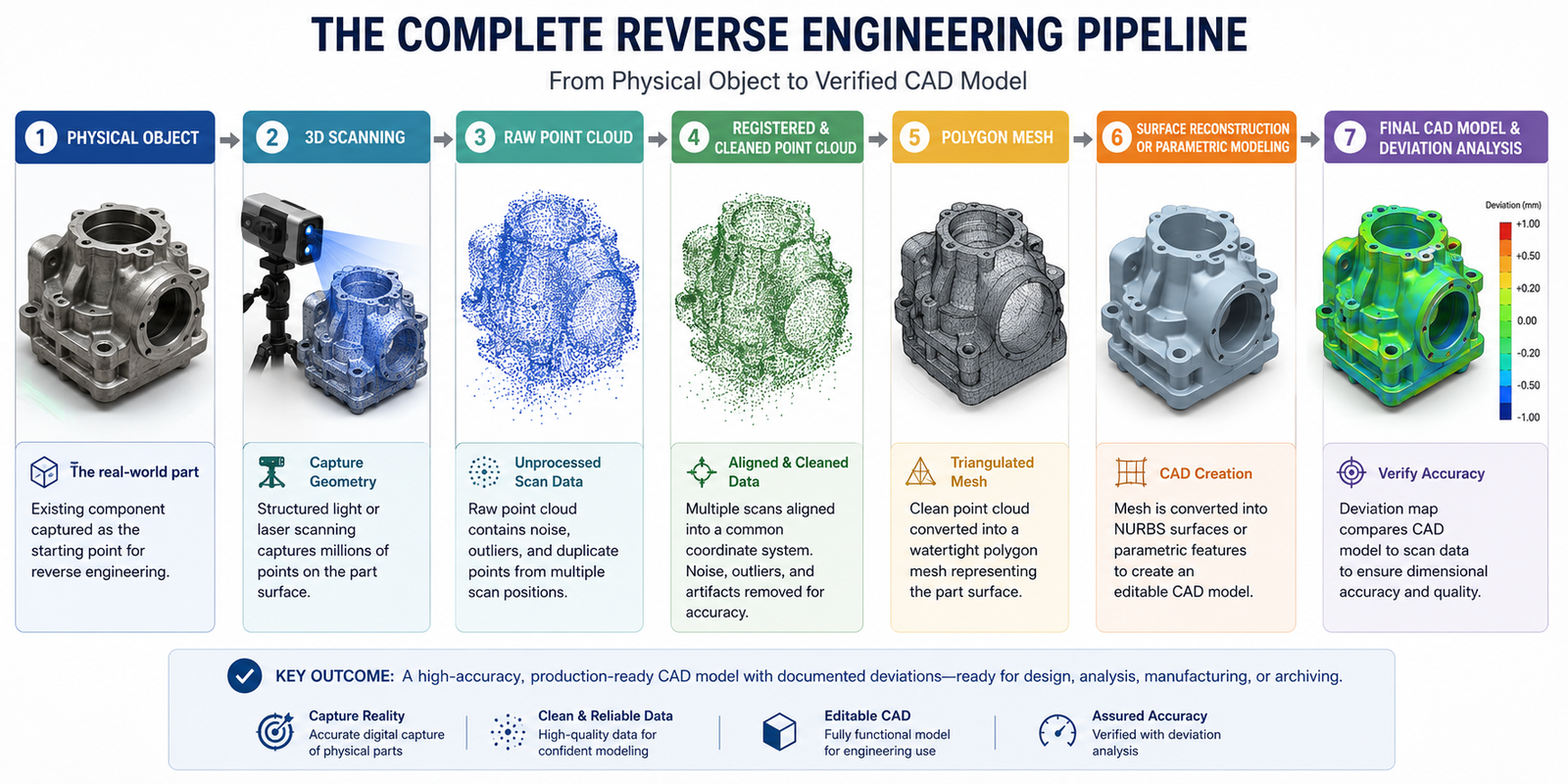
The Aerospace Reverse Engineering Workflow
Aerospace reverse engineering follows the most rigorous version of the workflow covered earlier in this series, because the output must support airworthiness certification. The CAD model produced from the scan is not just a reference; it becomes the basis for a new technical data package that must demonstrate equivalence to the original part’s form, fit, and function. This means the deviation analysis step is not optional documentation, it is evidence submitted as part of the certification basis.
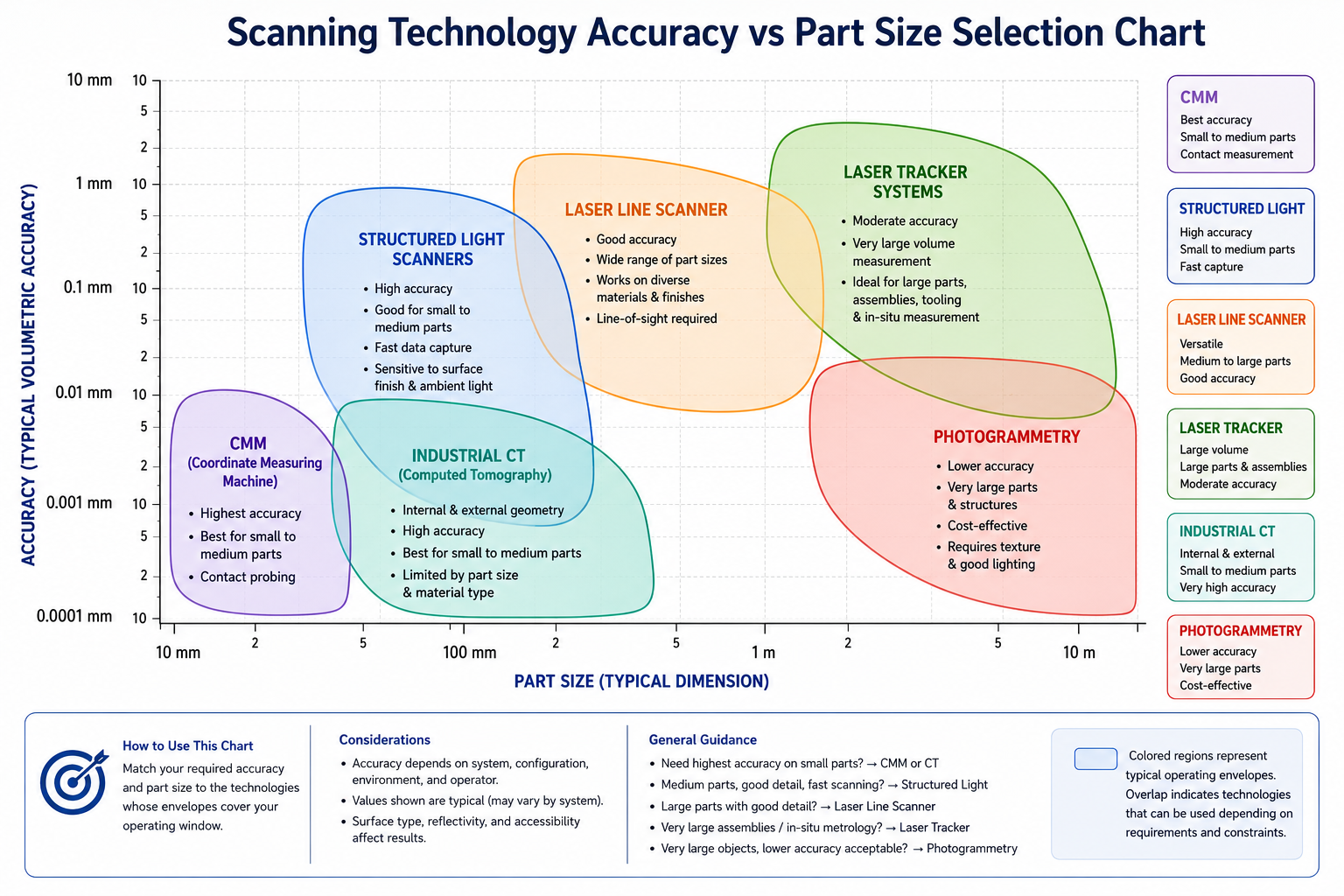
Structured light scanning combined with CMM probing for critical features is the dominant technology combination, consistent with the 10:1 measurement uncertainty ratio requirements for parts with tight tolerances. Industrial CT scanning is increasingly used for castings and complex internal geometry common in aerospace hydraulic and pneumatic components, where internal porosity assessment is also part of the material qualification process alongside geometric capture.
Configuration Management and Traceability
Every reverse engineered aerospace part must be traceable to its source data under AS9100 configuration management requirements. The scan data, the deviation analysis, the engineering judgment applied to distinguish design intent from wear (covered in detail in the previous article on scan-to-CAD challenges), and the resulting CAD model all become part of a permanent design record. This record must demonstrate that the new part is equivalent to the original in every dimension that affects form, fit, or function, with documented justification for any dimension that was idealized away from the as-scanned value.
The financial scale of this application is significant. A single grounded aircraft costs an operator tens of thousands of dollars per day in lost revenue or mission capability. A reverse engineering program that takes two weeks to produce a certified replacement part, versus a redesign and requalification process that could take a year, represents a direct and substantial cost avoidance that justifies the rigor of the aerospace reverse engineering process.
2. Automotive: Benchmarking, Legacy Parts, and EV Development
The automotive industry uses reverse engineering across three distinct applications that are often conflated in general discussions but involve different workflows and different stakeholders: competitive benchmarking, legacy and classic vehicle part reproduction, and electric vehicle development
Competitive Benchmarking
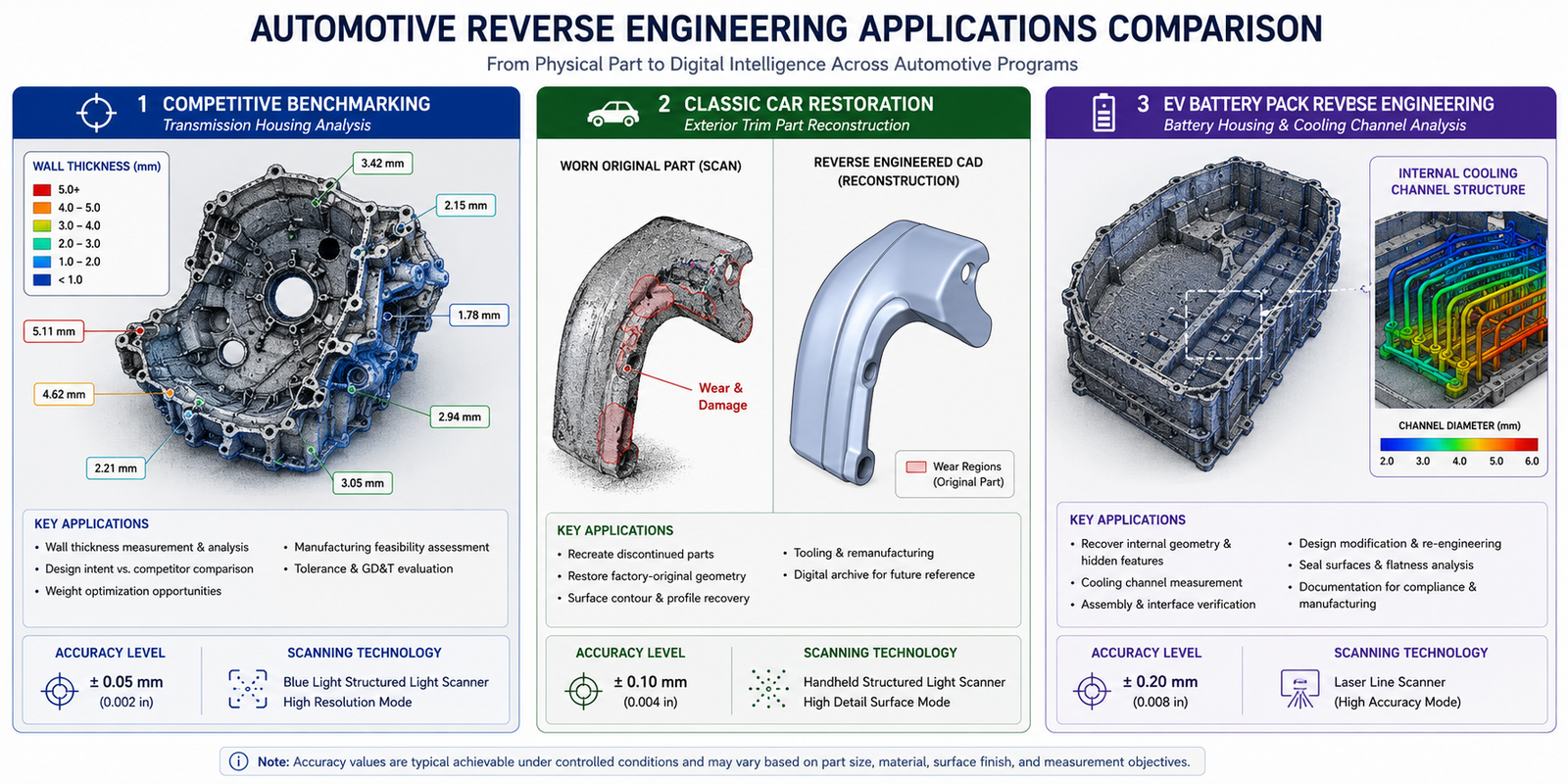
Automotive OEMs and tier-one suppliers routinely purchase competitor vehicles, disassemble them, and scan key components to understand design approaches, manufacturing methods, and material specifications. This is a legitimate and widespread practice, and it sits squarely within the legal framework for reverse engineering covered in the previous article: studying a lawfully purchased product to understand the engineering approach used by a competitor, in order to inform the design of a non-infringing alternative or to benchmark performance, is broadly protected activity in most jurisdictions.
Benchmarking scans typically focus on weight reduction opportunities (scanning a competitor’s structural component to measure wall thicknesses and rib geometry that achieve a target stiffness at lower mass), packaging efficiency (understanding how a competitor fits more functionality into a smaller volume), and manufacturing process inference (analyzing surface finish, parting lines, and feature geometry to determine whether a part is cast, forged, or machined, and what tooling approach was used). Structured light scanning with ATOS-class systems is the standard technology, providing the 0.02 to 0.05mm accuracy needed to extract meaningful wall thickness and geometry data.
Legacy and Classic Vehicle Parts
The classic car restoration market has grown into a substantial reverse engineering application in its own right. Parts for vehicles that have been out of production for decades, trim pieces, brackets, interior components, and mechanical parts, are frequently unavailable from any source. Specialist reverse engineering shops scan original parts (often the only surviving examples, sometimes in worn or damaged condition) and produce CAD models suitable for small-batch manufacturing via CNC machining, investment casting, or 3D printing.
This application directly exercises the wear-versus-design-intent challenge covered in the previous article: a 60-year-old trim part has accumulated wear, corrosion, and possibly previous repair attempts, and the reverse engineering process must distinguish what the part looked like when new from what it looks like now. The accuracy requirements are generally more relaxed than aerospace (0.1 to 0.5mm is often adequate for non-structural trim and interior parts), but the design intent recovery judgment is just as demanding.
Electric Vehicle Development
EV development has created new reverse engineering applications specific to battery and drivetrain systems. Battery pack housings, with their complex internal structures for cell modules, cooling channels, and structural support, are frequently reverse engineered during competitive analysis to understand packaging density and thermal management approaches. Drivetrain components, particularly the housings for electric motors and reduction gearboxes, are reverse engineered to support both benchmarking and the increasingly common practice of localizing manufacturing of components originally designed by a different supplier or in a different region, requiring a complete CAD redefinition from physical parts when original design data is not transferable across the supply chain relationship.
3. Medical Devices and Orthopedics: Patient-Specific Design
Medical devices represent the most technically sophisticated application of reverse engineering in this entire list, because the most advanced use case, patient-specific implant design, inverts the traditional reverse engineering workflow. Instead of scanning an existing manufactured part to recreate its design, the scan captures a patient’s individual anatomy, and the CAD model produced is an entirely new design customized to that anatomy.
Patient-Specific Implants and Surgical Guides
Orthopedic reconstruction, particularly for complex fractures, tumor resections, and revision joint replacements, increasingly uses CT scanning of the patient’s affected anatomy as the input to a design process that produces a custom implant or surgical guide matched to that individual’s bone geometry. The CT scan captures both the external bone surface and, critically, the internal trabecular bone structure and any remaining healthy bone stock after a tumor resection or in a revision surgery where previous implant material must be accommodated.
The CAD reconstruction process for these applications often references the patient’s own anatomy on the contralateral (opposite) side of the body as a mirrored design reference, applying the symmetry analysis techniques covered in the previous article, but in this case the mirrored anatomy is the design target rather than a verification check. A custom cranial implant, for example, is designed to match the mirror image of the patient’s intact skull on the opposite side, reconstructed from the CT data and verified through deviation analysis against the mirrored geometry before the implant design proceeds to manufacturing.
Legacy Device Documentation and Sustaining Engineering
Medical device manufacturers also use reverse engineering for sustaining engineering on legacy products: devices that remain on the market or in clinical use but whose original CAD data has been lost, was created in CAD software no longer supported, or belongs to a component supplier relationship that has ended. ISO 13485 and FDA 21 CFR Part 820 quality system requirements mandate that manufacturers maintain design history files for devices they support, and reverse engineering is the mechanism for reconstructing this documentation when original records are incomplete.
This application carries particular weight because medical device design changes, even changes intended only to recreate existing approved geometry, may require regulatory notification or resubmission depending on the jurisdiction and the nature of the change. The reverse engineering documentation package, including the scan data, deviation analysis, and design rationale for any idealization decisions, becomes part of the regulatory submission supporting evidence that the recreated design is equivalent to the originally approved device.
Accuracy Requirements for Medical Applications
Accuracy requirements vary significantly within medical applications. External anatomical capture for surgical planning and visualization can tolerate 0.5 to 1mm accuracy. Implant interface surfaces, the regions where the implant contacts bone or articulates with another implant component, require 0.05 to 0.1mm accuracy to ensure proper fit and function. For legacy device component reverse engineering where the device has tight manufacturing tolerances (precision mechanisms in surgical instruments, for example), the same 10:1 measurement uncertainty principles from the metrology framework apply directly.
4. Industrial Machinery and Equipment: Keeping Production Running
For manufacturing plants operating equipment that may be decades old, reverse engineering has become the primary tool for maintaining production continuity when original equipment manufacturer support has ended. This is perhaps the broadest application by sheer volume of parts: every manufacturing plant with aging equipment has wear parts, custom brackets, gearbox components, and mechanical assemblies that periodically fail and need replacement, often from OEMs that no longer exist or no longer support the specific equipment generation.
The Wear Part Reproduction Cycle
Industrial machinery reverse engineering most commonly addresses wear parts: components subject to abrasion, impact, or cyclic loading that fail predictably over time. Conveyor system components, gearbox housings, pump impellers, and custom tooling for production lines are typical examples. Because these parts fail repeatedly, plants often build a digital inventory: reverse engineer the part once, store the CAD model, and manufacture replacements on demand without needing to reverse engineer the same part again.
The wear-versus-design-intent challenge is central to this application. The part being scanned is, by definition, often a worn or partially failed example, since the failure is what triggered the need for a replacement. Engineers must distinguish the original design geometry (what the part looked like when new and functioning correctly) from the accumulated wear pattern (the geometry change that led to the failure). Reproducing the worn geometry would simply create a replacement part that fails the same way.
Custom Tooling and Fixture Reproduction
Beyond wear parts, industrial reverse engineering frequently addresses custom tooling and fixtures: jigs, gauges, and production tooling that were designed in-house or by a contract toolmaker decades ago, with no surviving CAD data. When this tooling is damaged or when a plant needs to duplicate a fixture for a second production line, scanning the existing tooling and reconstructing a CAD model is typically faster and cheaper than redesigning the fixture from functional requirements alone, particularly when the existing tooling has been refined through years of production use to address practical issues that are not documented anywhere except in the tooling’s actual geometry.
5. Energy: Oil, Gas, and Power Generation
The energy sector, encompassing oil and gas production, refining, and conventional power generation, operates some of the longest-lived capital equipment of any industry. Power generation turbines, compressors, and large valve assemblies are designed for 30 to 50 year operational lifespans, and reverse engineering has become essential for maintaining this equipment as original manufacturer support diminishes over that timeframe.
Turbine Blade Reverse Engineering
Gas and steam turbine blades are among the most demanding reverse engineering applications in any industry because they combine extremely tight aerodynamic tolerances with complex freeform organic geometry and operate in conditions that cause measurable wear and erosion over their service life. The airfoil profile of a turbine blade directly determines its aerodynamic performance, and even small deviations from the design profile measurably affect efficiency.
Reverse engineering turbine blades for repair or replacement requires structured light scanning at 0.02 to 0.05mm accuracy combined with NURBS surface reconstruction techniques (covered in the reverse engineering workflow article) to capture the complex 3D airfoil twist and camber. The wear-versus-design-intent challenge is especially significant here: blades that have been in service show erosion at the leading edge and tip, and the reconstructed CAD model must represent the original design profile, not the eroded profile, for the blade to perform correctly after repair or replacement.
Valve Bodies, Pump Casings, and Pressure Vessel Components
Large valve bodies, pump casings, and pressure vessel nozzles in process plants are frequently reverse engineered when replacement parts are needed for equipment whose original manufacturer has been acquired, merged, or gone out of business. These components often have complex internal flow passages that benefit from industrial CT scanning when the internal geometry significantly affects flow performance, combined with external structured light or laser scanning for the overall envelope and mounting interfaces.
The regulatory context for these components involves pressure equipment standards (ASME Boiler and Pressure Vessel Code, API standards for oil and gas equipment) that govern material specifications, wall thickness requirements, and pressure ratings. Reverse engineering for pressure-retaining components must verify not just geometric accuracy but also confirm that wall thicknesses meet the pressure rating requirements for the service conditions, which may require the CT-based wall thickness measurement capability covered in the previous articles.
6. Renewable Energy: Wind Turbine Blade and Component Repair
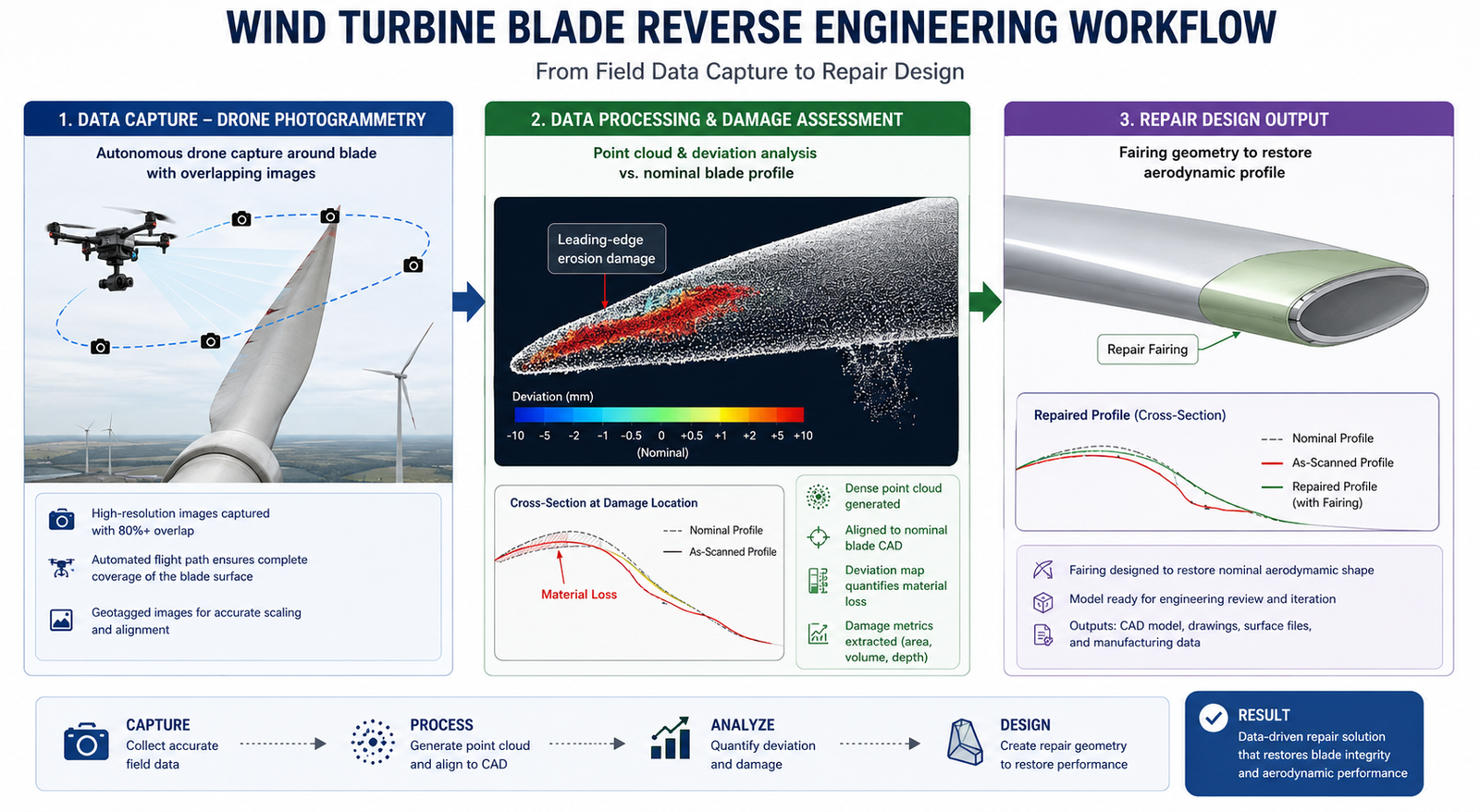
The renewable energy sector, particularly wind power, has become one of the fastest-growing applications of reverse engineering, driven by the simple economics of turbine fleet maintenance at scale. A utility-scale wind farm operator manages dozens to hundreds of turbines, each with blades that experience leading-edge erosion, lightning strike damage, and occasional structural damage from extreme weather events.
Blade Damage Assessment and Repair Design
When a wind turbine blade is damaged, whether from erosion, impact, or lightning strike, drone-based photogrammetry has become the standard technology for capturing the blade’s current geometry without requiring the turbine to be taken offline for a manual inspection that would require climbing or rope access. The drone flies a defined pattern around the blade, capturing overlapping photographs that are processed into a 3D model using the photogrammetry techniques covered earlier in this series.
The accuracy requirements for blade damage assessment are more relaxed than the metrology applications discussed elsewhere, typically 0.5 to 2mm is adequate, because the primary decisions being made are whether damage exceeds repair thresholds defined by the blade manufacturer’s maintenance manual, and what repair geometry (filler material extent, aerodynamic fairing shape) is needed to restore the blade profile. This is squarely in the category of application where, as discussed in the accuracy requirements article, the required accuracy should be matched to the engineering decision being made rather than defaulting to precision metrology standards.
Gearbox and Drivetrain Component Reverse Engineering
Wind turbine gearboxes and main bearing housings represent a higher-accuracy application within the renewable sector. These components have precision-toleranced interfaces (bearing bores, gear mounting faces) that require 0.05 to 0.2mm accuracy consistent with general mechanical reverse engineering requirements. As the wind energy sector matures and the first generation of utility-scale turbines reaches the end of their original manufacturer’s support lifecycle (a similar dynamic to the DMSMS challenges in aerospace), reverse engineering of drivetrain components for fleet-wide spare parts programs is becoming increasingly common.
Solar energy applications are more limited but include reverse engineering of mounting hardware and tracking system components for older installations where the original racking manufacturer is no longer in business, a smaller-scale version of the same legacy parts dynamic seen throughout this article.
7. Rail and Heavy Transportation
Rail systems, encompassing passenger and freight rolling stock, signaling infrastructure, and track equipment, share the long-service-life characteristics of aerospace and energy equipment, with rolling stock often remaining in service for 30 to 40 years and signaling infrastructure sometimes for even longer. The reverse engineering applications in this sector closely parallel those in industrial machinery and aerospace, but with their own regulatory framework and specific component types.
Bogie and Running Gear Components
The bogie (the wheeled chassis units under a railcar) contains numerous precision mechanical components: axle boxes, suspension elements, brake system components, and coupling hardware. When these components require replacement for older rolling stock and the original manufacturer’s parts are unavailable, reverse engineering under EN 15085 (the European standard for railway vehicle welding) and equivalent regional standards governs the process for structural and safety-critical components.
Accuracy requirements for bogie components are generally in the 0.05 to 0.5mm range depending on the specific component’s function, consistent with general mechanical engineering tolerances. The structural and safety-critical nature of many rail components means that, similar to aerospace, the reverse engineering documentation package becomes part of the safety case for the component’s continued use, requiring the same rigor in distinguishing design intent from wear and damage covered throughout this series.
Signaling and Interlocking Equipment
Rail signaling equipment, much of which was installed decades ago and remains in service due to the enormous cost and operational disruption of replacing entire signaling systems, includes mechanical components, relay housings, and interface hardware that may need reverse engineering when original parts fail. This application is closer to the industrial machinery category in its accuracy requirements and workflow, but operates within rail-specific safety certification frameworks that govern any change to safety-critical signaling infrastructure.
8. Heritage, Museums, and Entertainment
The final industry in this list represents the most different application of reverse engineering from the engineering-focused applications above, but it has grown into a substantial and technically interesting field in its own right. Cultural heritage digitization, museum conservation, and entertainment production all use 3D scanning and CAD reconstruction, but the goals, accuracy requirements, and downstream uses differ significantly from manufacturing applications.
Artifact Digitization and Conservation
Museums and cultural institutions increasingly digitize their collections for multiple purposes: creating permanent digital records of fragile artifacts before they degrade further, enabling virtual access to objects that cannot be safely displayed or handled, and supporting conservation work by documenting an object’s condition at a point in time for comparison with future condition assessments. Photogrammetry and structured light scanning are both used depending on the object’s size, material, and fragility.
Accuracy requirements for heritage digitization vary enormously depending on purpose. A digital record intended for public access through a web viewer may need only 1 to 2mm accuracy, sufficient for visual fidelity. A conservation documentation project intended to detect subtle changes in an artifact’s condition over years or decades, such as monitoring crack propagation in a stone sculpture, may require sub-millimeter accuracy to reliably detect changes that are smaller than the natural variation in repeated measurements.
Entertainment: Props, Costumes, and Practical Effects
Film, television, and themed entertainment production uses reverse engineering for a different but related purpose: reproducing physical props, costume elements, and practical effects pieces at different scales, in different materials, or in multiple copies for production needs. A hero prop (the primary, screen-used version of an object) might be scanned so that stunt doubles, backup copies, or merchandise versions can be produced with consistent geometry.
This application has more relaxed accuracy requirements than virtually any other in this article, typically 0.5 to 2mm, because the output is judged by visual and tactile fidelity rather than dimensional conformance to an engineering tolerance. However, the reconstruction workflow still benefits from the parametric vs. mesh-based reconstruction decision covered in the original reverse engineering workflow article: props intended for CNC machining or 3D printing in multiple scales benefit from parametric reconstruction that can be scaled cleanly, while one-off visual reproductions may be adequately served by direct mesh output.
| The Common Thread Across all eight industries, the same underlying technical framework applies: define the engineering intent before scanning, select scanning technology and accuracy appropriate to that intent (not to the most precise option available), apply the wear-versus-design-intent judgment when the scanned object has a service history, and verify the final output through deviation analysis appropriate to the application’s accuracy requirement. The industries differ in their specific drivers, regulatory frameworks, and typical accuracy targets, but the underlying engineering discipline is the same discipline covered throughout this series. |
Frequently Asked Questions
Q: Which industries use reverse engineering the most?
Aerospace and defense, automotive, medical devices, industrial machinery and equipment, energy (oil, gas, and power generation), renewable energy (particularly wind power), rail and heavy transportation, and heritage/entertainment are the eight major industry sectors with established reverse engineering practices. Aerospace and defense have the longest history of formalized reverse engineering due to DMSMS (Diminishing Manufacturing Sources and Material Shortages) challenges with long-service-life aircraft. Industrial machinery represents the broadest application by volume, as every manufacturing plant with aging equipment encounters parts that need reverse engineering when original manufacturers are no longer available.
Q: What is DMSMS and why does it drive reverse engineering in aerospace?
DMSMS stands for Diminishing Manufacturing Sources and Material Shortages, a formal term used in aerospace and defense to describe the loss of suppliers, manufacturing capability, or technical data for components in long-service-life systems. Military and commercial aircraft remain in service for 30 to 50 years, far longer than the typical lifespan of the original component suppliers. When a part becomes unavailable due to DMSMS, reverse engineering is often the fastest path to producing a certified replacement, by scanning a surviving example of the part, reconstructing a CAD model, performing deviation analysis to verify accuracy, and developing a new technical data package that demonstrates equivalence to the original part for airworthiness certification.
Q: How is reverse engineering used in medical device manufacturing?
Medical device reverse engineering has two main applications. First, patient-specific implant design uses CT scanning of an individual patient’s anatomy as input to design a custom implant or surgical guide matched to that patient, often using the mirror image of the patient’s healthy contralateral anatomy as the design reference. Second, legacy device sustaining engineering reconstructs CAD models and design history documentation for devices whose original design data has been lost, required under ISO 13485 and FDA 21 CFR Part 820 quality system regulations. Accuracy requirements range from 0.5-1mm for general anatomical visualization to 0.05-0.1mm for implant interface surfaces that must fit precisely against bone or other implant components.
Q: Why do wind farms use reverse engineering for turbine blades?
Wind turbine blades experience leading-edge erosion, lightning strike damage, and occasional structural damage over their 20+ year service life. Drone-based photogrammetry has become the standard method for capturing blade geometry without requiring the turbine to be taken offline for manual rope-access inspection. The resulting 3D model is compared against the blade’s nominal design profile through deviation analysis to assess whether damage exceeds repair thresholds and to design the repair geometry (filler material, aerodynamic fairing) needed to restore the blade’s aerodynamic profile. Accuracy requirements are typically 0.5 to 2mm, matched to the repair decision rather than precision metrology standards.
Q: What accuracy is needed for industrial machinery reverse engineering?
Industrial machinery reverse engineering, primarily for wear part reproduction and custom tooling, typically requires 0.05 to 0.3mm accuracy depending on the component’s function and fit requirements. The most significant technical challenge is distinguishing the original design geometry from accumulated wear, since the part being scanned is often the worn or partially failed example that triggered the need for a replacement. Reproducing the worn geometry would create a replacement that fails the same way. This requires the wear-versus-design-intent analysis covered in scan-to-CAD conversion best practices, using evidence such as surviving unworn surfaces and manufacturing process knowledge to identify the original design dimensions.
Q: Is reverse engineering legal for automotive competitive benchmarking?
In most jurisdictions, reverse engineering a lawfully purchased competitor vehicle or component for the purpose of understanding design approaches, benchmarking performance, or informing the design of a non-infringing alternative is a legally protected activity. This is distinct from reproducing patented functionality or infringing registered trade dress, which carries legal risk regardless of how the design information was obtained. Automotive OEMs and suppliers routinely purchase and disassemble competitor vehicles for benchmarking. As with any competitive reverse engineering program, documenting the purpose clearly and consulting intellectual property counsel for programs that may result in commercial products is recommended.
Conclusion:
The eight industries covered in this article appear, at first glance, to have little in common. An aerospace sustainment engineer recreating a certified aircraft bracket, a surgeon’s engineering team designing a custom cranial implant, and a museum conservator digitizing a fragile sculpture are working in entirely different worlds, with different stakeholders, different consequences for error, and different definitions of success.
But the underlying discipline is the same. Every one of these applications starts with the same question covered at the beginning of the reverse engineering workflow article in this series: what is the engineering intent of this project, and what accuracy does that intent actually require? Every one of them benefits from the same technology selection framework, the same understanding of how accuracy, resolution, and measurement uncertainty relate to the decision being made, and the same engineering judgment required to separate original design geometry from the wear, damage, or individual variation present in the physical object being scanned.
As 3D scanning technology continues to become faster, more accessible, and more affordable, the range of industries and applications that benefit from reverse engineering will continue to expand. The engineers and organizations that get the most value from this expansion will be the ones who understand the underlying discipline well enough to apply it correctly to whatever new application comes next, rather than treating each new application as an entirely new problem to solve from scratch.
Build your complete reverse engineering knowledge with our guides on the scan-to-CAD workflow, common scan-to-CAD challenges, and how accurate a 3D scan needs to be for your application.