The question most engineering managers ask when considering 3D scanning for reverse engineering is not whether it produces better geometry. Most engineers accept that answer without much debate. The real question is whether it justifies the investment: the capital cost of the scanner, the software license, the training time, and the ongoing operational overhead. Does all of that add up to a lower total cost than having a skilled engineer measure the part and model it by hand?
The honest answer: it depends on part complexity, project volume, quality requirements, and whether you are building in-house capability or using a service bureau. For simple prismatic parts at low volumes, manual modeling is often cheaper. For complex organic geometry, worn legacy parts, large variant families, or regulated applications requiring measurement traceability, scan-to-CAD is typically both faster and cheaper in total cost, and qualitatively superior.
This article builds the cost model that makes that decision quantitative rather than intuitive. It maps every cost element of both approaches, builds seven scenario-specific comparisons with realistic hour and dollar estimates, identifies the crossover point at which scanning becomes economically dominant, and provides a breakeven calculator for in-house scanner investment.
What Manual Modeling Actually Costs: The Full Picture
Manual modeling for reverse engineering is deceptively simple to estimate at the surface level: an engineer measures a part and builds a CAD model. The visible cost is the engineer’s time. But the full cost includes several elements consistently overlooked in informal comparisons, producing estimates significantly lower than reality.
The Measurement Phase: More Time Than It Looks
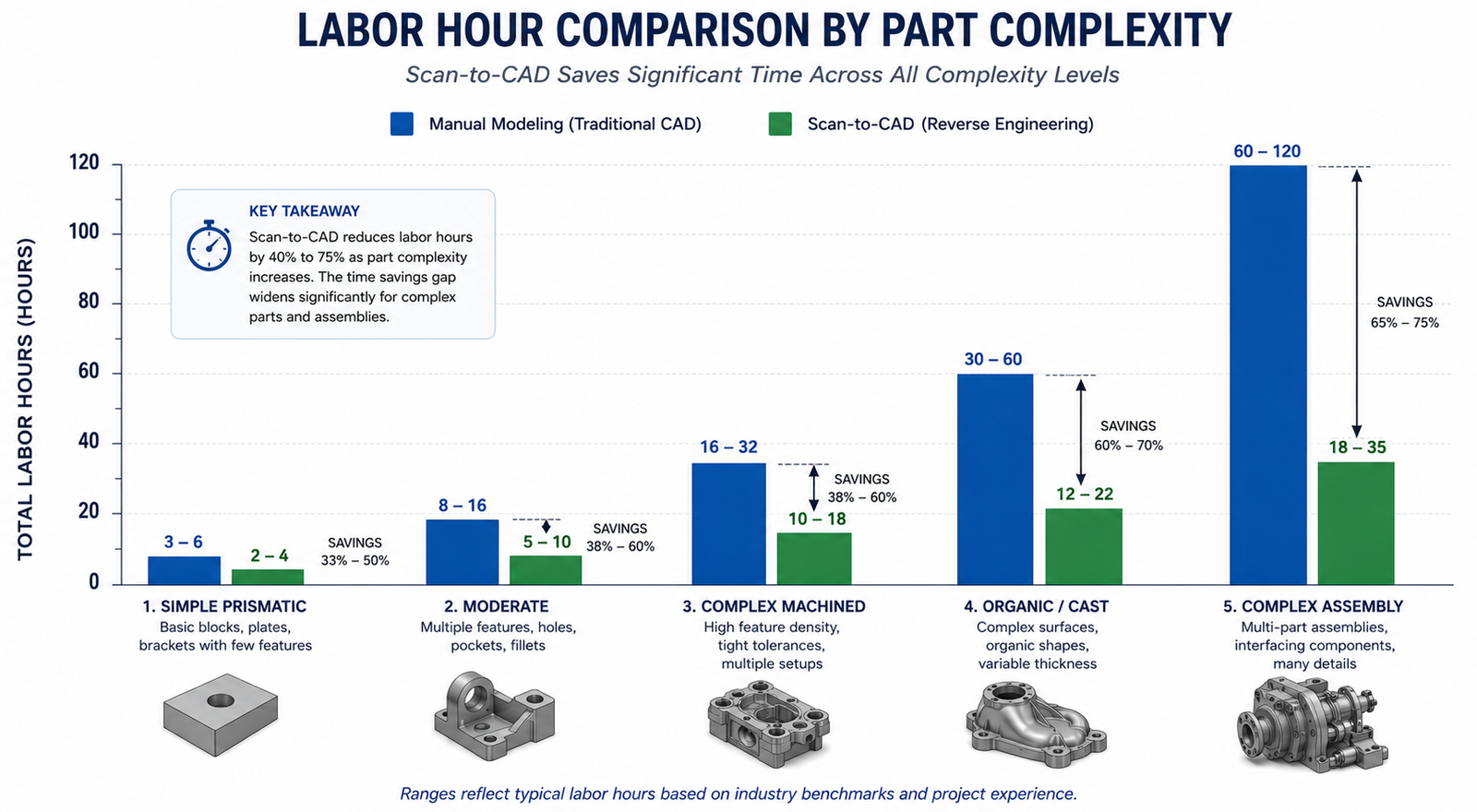
Manual measurement of a complex mechanical part is not quick. A simple prismatic bracket with ten defined features might take 30 to 60 minutes to measure thoroughly with calipers, depth gauges, and a surface plate. A complex casting with curved surfaces, multiple angled features, and critical bore-to-bore relationships might take 4 to 8 hours of careful measurement, often requiring CMM time for spatial relationships handheld tools cannot capture reliably.
Engineers consistently underestimate measurement time for two reasons. First, the initial pass captures obvious dimensions, and subsequent CAD modeling reveals dimensions that were not initially measured, creating back-and-forth between physical part and CAD that adds 20 to 50 percent to total measurement time. Second, complex geometry requires multiple fixture setups to reach features from different orientations.
The Modeling Phase: Where Complexity Multiplies Cost
For a simple prismatic part, an experienced engineer might spend 2 to 4 hours in CAD. For a complex casting with organic geometry, rib structures, and multiple angled bosses, the same engineer might spend 20 to 40 hours, because complex geometry requires reasoning about design intent behind every measurement: which surfaces are nominally flat, which radii are standard nominal values, which surfaces are true freeform curves? Getting this wrong produces a model reproducing worn or imprecise geometry rather than original design intent.
The Hidden Cost of Manual Measurement Errors
The most significant hidden cost in manual modeling is the error rework cycle. Manual measurement introduces errors at every step: misreading a caliper, misidentifying the datum surface, transposing a recorded value. These errors propagate into the CAD model and are typically not discovered until the model is used to manufacture a part that does not fit.
The rework cost when an error reaches manufacturing includes the incorrectly manufactured part (material, machining time, setup), the schedule delay while the error is diagnosed, and potentially production downtime costs. For a machined part with a three-day lead time, a measurement error adds three to five days to the project timeline plus the full cost of the first-off part, typically $500 to $5,000 depending on material and complexity.
Manual Modeling True Cost FormulaTotal manual cost = Measurement time + CAD modeling time + Quality check time + (Error probability x Expected rework cost). The error probability and rework cost are consistently omitted from informal comparisons. For complex parts with many interrelated dimensions, a 20 to 30 percent error rate requiring significant rework is not unusual. Including probability-weighted rework typically increases true manual modeling cost by 25 to 50 percent over a best-case estimate.
What Scan-to-CAD Actually Costs: Beyond the Scanner Price Tag
The most common objection to scan-to-CAD investment is the capital cost. This is real, typically $15,000 to $80,000 for a quality structured light system, plus $3,000 to $12,000 per year for reconstruction software. But focusing on capital cost in isolation misrepresents the economics, because this cost is amortized across every part the system processes over its operational life.
Amortizing the Capital Cost
A structured light scanning system has a practical operational life of 5 to 8 years with regular calibration. Divided over 5 years, a $40,000 scanner costs $8,000 per year in capital amortization. At 100 parts per year the scanner adds $80 of capital cost per part. At 400 parts per year, it adds $20. These numbers are negligible relative to engineer labor cost for any part of moderate complexity.
Software at $6,000 to $8,000 per year adds $15 to $80 per part at the same volumes. Consumables add approximately $5 to $20 per part. Total non-labor overhead per part ranges from $40 at high volume to $180 at low volume, both well within the labor savings for anything beyond the simplest parts.
Scan-to-CAD Labor: Where the Real Savings Appear
The scan capture phase typically takes 0.5 to 2 hours for a medium-sized industrial part across 6 to 15 scan positions. This compares to 1 to 8 hours of manual measurement for the same part, with the scan capturing more complete geometry without back-to-the-part re-measurement cycles.
The reconstruction phase using scan-guided CAD modeling in tools like Geomagic Design X is genuinely faster than equivalent manual parametric modeling for complex geometry. For simple prismatic parts, the time saving is small. For complex castings and organic forms, scan-guided reconstruction can be 50 to 70 percent faster than equivalent manual modeling because the engineer is tracing known geometry rather than reasoning about unmeasured surfaces.
Quality Verification: The Comprehensive Advantage
Deviation analysis, comparing the reconstructed CAD model against the original scan data, takes 1 to 3 hours for a thorough review. This has no direct equivalent in manual modeling, where verification typically means re-measuring a subset of critical dimensions. The scan verification is more comprehensive: it checks every surface simultaneously, rather than a spot-check of selected features.
This also provides a downstream asset: the scan data serves as a permanent archive of the physical geometry at the time of scanning. If questions arise months later, the scan data can be re-examined without physical access to the original part. Manual modeling produces no equivalent record.
Complete Cost Breakdown: Every Element Side by Side
The following table maps every significant cost element of both approaches with realistic ranges. All labor costs assume $100 to $150 per hour, reflecting mid-range senior engineering costs in most North American and European markets.
Scan checks entire surface; manual checks selected dimensions only
Rework risk
High – errors propagate silently to model
Low – errors visible immediately in deviation map
Manual errors typically found only at first-off manufacturing
Error rework cost (when occurs)
4-20 hrs (re-measure, re-model affected sections)
1-4 hrs (re-examine scan data, update model)
Scan data archived; no physical part access needed for re-check
Documentation package
Engineer notes only – minimal audit trail
Scan + deviation report = full traceable audit trail
Critical difference for aerospace, medical, and regulated applications
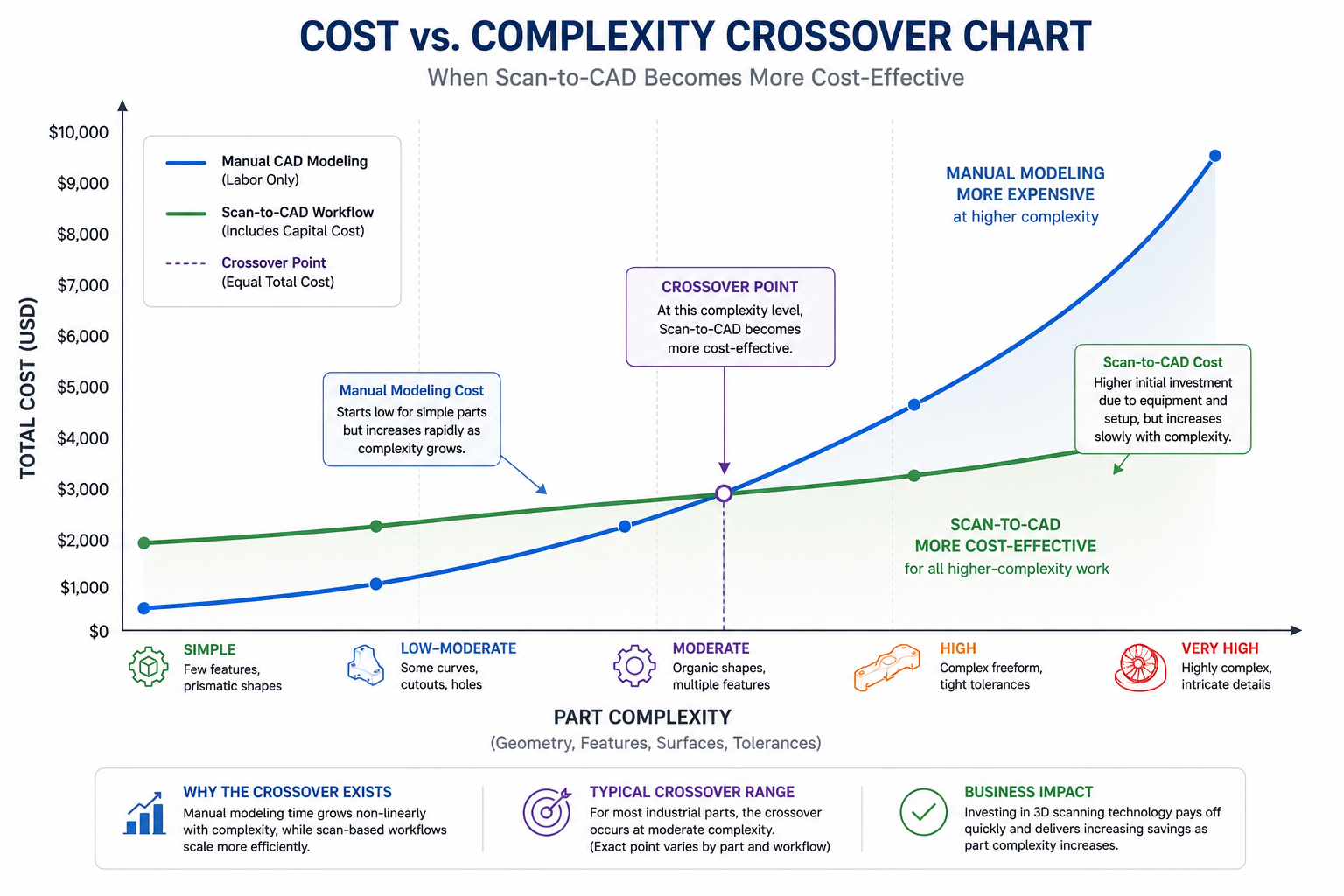
The key observation: the two approaches have similar per-part costs for simple parts but diverge dramatically as complexity increases. The scan approach’s labor time scales more slowly with complexity because the scanner captures full geometry regardless of how complex the part is, while manual measurement time scales nearly linearly with geometric complexity.
The following seven scenarios cover the range of reverse engineering situations engineering teams typically encounter, from the simplest part where manual modeling wins to the complex assembly where scanning wins decisively.
Scenario
Complexity
Manual Total
Scan-to-CAD Total
Cost Winner
Quality Winner
Simple prismatic bracket, well-documented
Low
$450-$900
$600-$1,200 (incl. scanner amortization)
Manual
Tie
Complex organic component, no drawings
High
$3,000-$9,000 (high error risk)
$1,500-$3,500
Scan-to-CAD (2-3x cheaper)
Scan-to-CAD
Worn legacy part, design intent uncertain
Med-High
$2,000-$6,000 + rework risk
$1,200-$2,500
Scan-to-CAD clearly
Scan-to-CAD
Precision machined part, H7/H6 fits
Medium
$900-$2,400
$1,400-$2,800 (CMM hybrid needed)
Tie or Manual
CMM hybrid
Family of 10 size variants
Med x10
$4,500-$9,000
$2,000-$4,000 (scan one, table for variants)
Scan-to-CAD strongly
Scan-to-CAD
Single one-off, simple geometry
Low
$300-$600
$800-$1,500 (overhead dominates)
Manual
Tie
Assembly of 15 interacting parts
High
$15,000-$45,000
$5,000-$12,000
Scan-to-CAD (3-4x cheaper)
Scan-to-CAD
The most important pattern: for simple single parts, manual wins on cost. From moderate complexity onward, and for any scenario involving multiple related parts, scan-to-CAD wins because labor savings compound while capital cost per part decreases with volume. The quality column is consistent: scanning wins for virtually every scenario beyond the simplest, because deviation analysis verifies the entire model comprehensively.
The Crossover Point: When Does Scanning Pay Off?
The crossover is a function of three variables: part complexity (determines per-part labor saving), project volume (determines capital cost amortization per part), and quality requirements (determines whether scan verification’s comprehensive documentation has additional financial value).
Complexity-Based Crossover
At 50 parts per year, scanning becomes cost-competitive at moderate complexity: roughly 20 to 50 geometric features and several organic surfaces, corresponding to approximately 10 to 20 hours of manual modeling time per part. Parts below this threshold are generally cheaper to model manually. Parts above it are almost always cheaper with scanning, often dramatically so for the most complex cases.
Volume-Based Crossover
At constant moderate complexity, each part generates roughly $500 to $1,000 in labor savings from scan-assisted modeling at $125 per hour. A $40,000 scanner with $8,000 per year software has a total annual cost of $16,000. At $750 per part average savings, the annual breakeven volume is 21 parts per year, fewer than two parts per month. This is achievable for any organization doing regular reverse engineering work. Above this volume, every additional part generates pure financial benefit.
Quality Requirement Crossover
For regulated industries, the crossover improves further because the scan verification report is a compliance asset with quantifiable financial value that reduces regulatory risk and supports quality management system audits. Including the avoided cost of alternative CMM inspection programs significantly improves scanning economics even for simpler parts in these contexts.
The Breakeven Calculator: Building Your Own Business Case
The following framework provides a structured calculation for determining the financial return on investment from a scan-to-CAD program. Adapt the numbers to your actual labor rates, scanner quotation, and part mix.
Scan-to-CAD ROI Calculator Framework INPUTS (replace with your actual values):
Engineer labor rate (fully loaded): $125 / hr Scanner capital cost (5yr amortization): $40,000 / 5yr = $8,000/yr Scan software license (annual): $7,000 / yr Consumables + calibration (annual): $1,500 / yr Training investment (amortized over 5yr): $3,000 / 5yr = $600/yr
Total annual scanning overhead: $17,100 / yr
PER-PART ANALYSIS (adjust for your part mix):
Average manual modeling hours per part: 18 hrs Average scan-to-CAD hours per part: 9 hrs Hours saved per part: 9 hrs Labor cost saved per part: 9 x $125 = $1,125 Rework cost avoided (15% rate, 6hr avg): 0.15 x 6 x $125 = $112 Total value per part: $1,237
BREAKEVEN VOLUME: Breakeven = Annual overhead / Value per part = $17,100 / $1,237 = 13.8 parts/yr (round to 14)
ROI AT VARIOUS VOLUMES: 20 parts/yr: ($1,237 x 20) - $17,100 = $7,640 net annual benefit 50 parts/yr: ($1,237 x 50) - $17,100 = $44,750 net annual benefit 100 parts/yr: ($1,237 x 100) - $17,100 = $106,600 net annual benefit
SENSITIVITY: Simpler parts (8hr manual / 6hr scan, 2hr saving)? Value per part: 2hr x $125 + $112 rework avoided = $362 Breakeven: $17,100 / $362 = 47 parts/yr (still achievable for most teams)
The most important sensitivity is the average complexity of your part mix. Teams primarily dealing with complex parts find this calculation strongly favorable even at modest volumes. Teams primarily dealing with simple prismatic parts find the breakeven higher and may be better served by accessing scanning as a service for the minority of parts that justify it.
In-House Scanning vs. Scanning as a Service
For organizations with lower volumes or highly variable project requirements, accessing 3D scanning as a service from specialist bureaus provides the quality benefits of scanning without capital investment. Understanding when each model makes sense is as important as understanding when scanning makes sense at all.
The Service Bureau Model
3D scanning service bureaus typically charge $150 to $500 per part for scan capture and mesh delivery, or $800 to $3,000 per part including full parametric reconstruction, depending on complexity and turnaround. At these rates, service bureau scanning is cost-effective for organizations doing fewer than 10 to 15 scan projects per year, or for organizations with occasional high-complexity parts within a general part mix too simple to amortize in-house equipment.
When In-House Investment Is Clearly Better
In-house scanning is the better economic choice when: the annual part volume exceeds the breakeven (typically 15 to 50 parts per year depending on complexity), when turnaround time is critical to operations, when parts are sensitive or proprietary and cannot leave the facility, or when the organization wants to develop internal scanning capability as a strategic asset. The hybrid model works well for many organizations: in-house for the majority of parts, service bureau for occasional projects requiring specialized technology.
Quality-Adjusted Cost: The Dimension Pure Cost Analysis Misses
A cost comparison looking only at labor hours and capital costs misses a genuinely important dimension: quality-adjusted cost, which accounts for the value of the quality difference between the two approaches and the cost implications of that difference over the part’s operational life.
The Verification Coverage Difference
Manual modeling produces a CAD model with spot-checked quality assurance where a subset of dimensions have been verified against the physical part. Scan-to-CAD produces a model with comprehensive surface verification through deviation analysis: every surface compared against measurement data simultaneously, rather than a spot-check of selected features.
For a replacement part that must function correctly in production equipment, a part manufactured from a spot-checked manual model carries higher residual risk of fit and function failure than one from a scan-verified model. If that residual risk materializes, the cost of the failure can easily exceed the entire cost of the original reverse engineering program.
The Documentation Value in Regulated Environments
In regulated industries, the scan data and deviation analysis report are valuable engineering documents supporting regulatory compliance, quality management system audits, and litigation defense. A manual modeling process produces essentially no documentation of the measurement process. A scan-to-CAD process produces a complete traceable chain of evidence that can be reproduced and audited years later. For pharmaceutical equipment, medical devices, aerospace components, and other regulated products, this traceability is a financial asset that reduces regulatory risk and audit response costs.
Frequently Asked Questions
Q: Is scan-to-CAD faster than manual modeling?
For complex parts, yes, significantly. For simple prismatic parts, the difference is small or nonexistent and manual modeling may be marginally faster. The time advantage grows with complexity because the scanner captures complete geometry regardless of how complex the part is, while manual measurement time scales nearly linearly. For a complex casting taking 30 to 60 hours to measure and model manually, scan-guided reconstruction typically takes 10 to 22 hours, a two to three times reduction. For a simple bracket taking 4 hours manually, scanning saves roughly 1 hour, not enough to justify scanner capital cost on a single part.
In-house structured light scanning equipment costs $15,000 to $80,000 for the scanner, plus $3,000 to $12,000 per year for professional reconstruction software. Amortized over 5 years at 50 to 100 parts per year, non-labor overhead per part is approximately $100 to $350. Scanning as a service costs $150 to $500 per part for scan capture and mesh delivery, or $800 to $3,000 per part including full parametric reconstruction, depending on complexity and turnaround requirements.
Q: What is the breakeven volume for investing in a 3D scanner for reverse engineering?
For a mid-range structured light scanner ($40,000) with professional reconstruction software ($7,000 per year) applied to moderately complex parts (15 to 20 hours manual modeling time), the typical breakeven volume is 14 to 25 parts per year. At 50 parts per year, a typical in-house scanning program generates $40,000 to $80,000 of net annual benefit beyond equipment cost.
Q: When should I use manual modeling instead of scan-to-CAD?
Manual modeling is the better choice when: the part is simple and prismatic with fewer than 10 hours of expected modeling time, project volume is too low to amortize scanner investment and service bureau pricing would exceed the manual labor cost, the part has a surviving original drawing providing complete dimensional information, or critical features are threads and precision bores requiring CMM hybrid measurement regardless of scanning approach.
Q: Does 3D scanning produce better CAD models than manual modeling?
For complex geometry, yes. Scan-to-CAD models are dimensionally referenced against comprehensive scan data throughout reconstruction, and the completed model is verified against scan data through deviation analysis. This produces a model with documented, verifiable accuracy across every surface. Manual modeling produces a model with spot-checked accuracy on selected dimensions. For simple prismatic parts, the quality difference is smaller, but the documentation advantage of scan-to-CAD remains significant for regulated applications.
Q: How do I calculate the ROI of a 3D scanner for my engineering team?
Calculate average manual modeling hours per part (measurement plus CAD plus verification plus estimated rework). Calculate expected scan-to-CAD hours per part. Multiply the difference by your fully loaded engineer labor rate to get value per part. Divide total annual scanner cost (amortized capital plus software plus consumables plus training) by value per part to get breakeven volume. If projected annual part volume exceeds breakeven, the investment is financially justified. Also include the quality value of comprehensive scan verification if your application is in a regulated industry.
Conclusion:
The cost comparison resolves into a clear framework once all relevant cost elements are accounted for. For simple parts at low volumes, manual modeling is typically cheaper because scanner overhead is not recovered from modest labor savings on straightforward geometry. For complex parts, high volumes, families of related parts, or applications with quality documentation requirements, scan-to-CAD is typically both cheaper in total cost and better in quality.
The two insights that most change how engineering managers approach this decision: first, manual modeling’s true cost includes error rework risk that is frequently omitted from informal comparisons. Second, the scan verification report is a financial asset, not just a technical product, because it reduces regulatory risk, supports quality management system audits, and provides a permanent archive proving the CAD model was correctly derived from the physical part.
Run the breakeven calculation with your own numbers. The breakeven volume for most organizations doing moderately complex reverse engineering falls at 15 to 25 parts per year, a threshold many engineering teams exceed in their first month of a serious RE program. The financial case is usually not as close as it appears before the full cost model is built.
Reverse engineering has quietly become standard practice across a far wider range of industries than most engineers realize. The image that comes to mind for most people, an aerospace engineer scanning a turbine blade or an automotive supplier benchmarking a competitor’s transmission, is accurate but represents only a fraction of where this technology now delivers value. From patient-specific orthopedic implants designed from CT scans of an individual’s anatomy, to wind farm operators scanning damaged turbine blades for repair, to museums digitizing fragile artifacts before they degrade further, reverse engineering has become a general-purpose tool for converting physical reality into usable digital design data.
What makes this article different from the lists of industries that appear elsewhere is the level of specificity. Every industry has different reasons for using reverse engineering, different accuracy requirements, different regulatory constraints, and different dominant scanning technologies. An aerospace engineer reverse engineering a structural bracket for a legacy aircraft operates under entirely different requirements than a museum conservator digitizing a sculpture, even though both processes start with a 3D scan and end with a digital model. Treating these as the same activity, as most overview content does, obscures the genuinely useful information: what does reverse engineering actually look like in your industry, specifically?
This article covers eight industry sectors where reverse engineering has become integral to operations, with the specific technical drivers, accuracy requirements, dominant technologies, and regulatory frameworks that define reverse engineering practice in each. It draws on the metrology framework and scanning technology knowledge covered in the rest of this series to explain not just that these industries use reverse engineering, but precisely how and why.
Industry Overview: Drivers, Accuracy, Technology, and Regulation
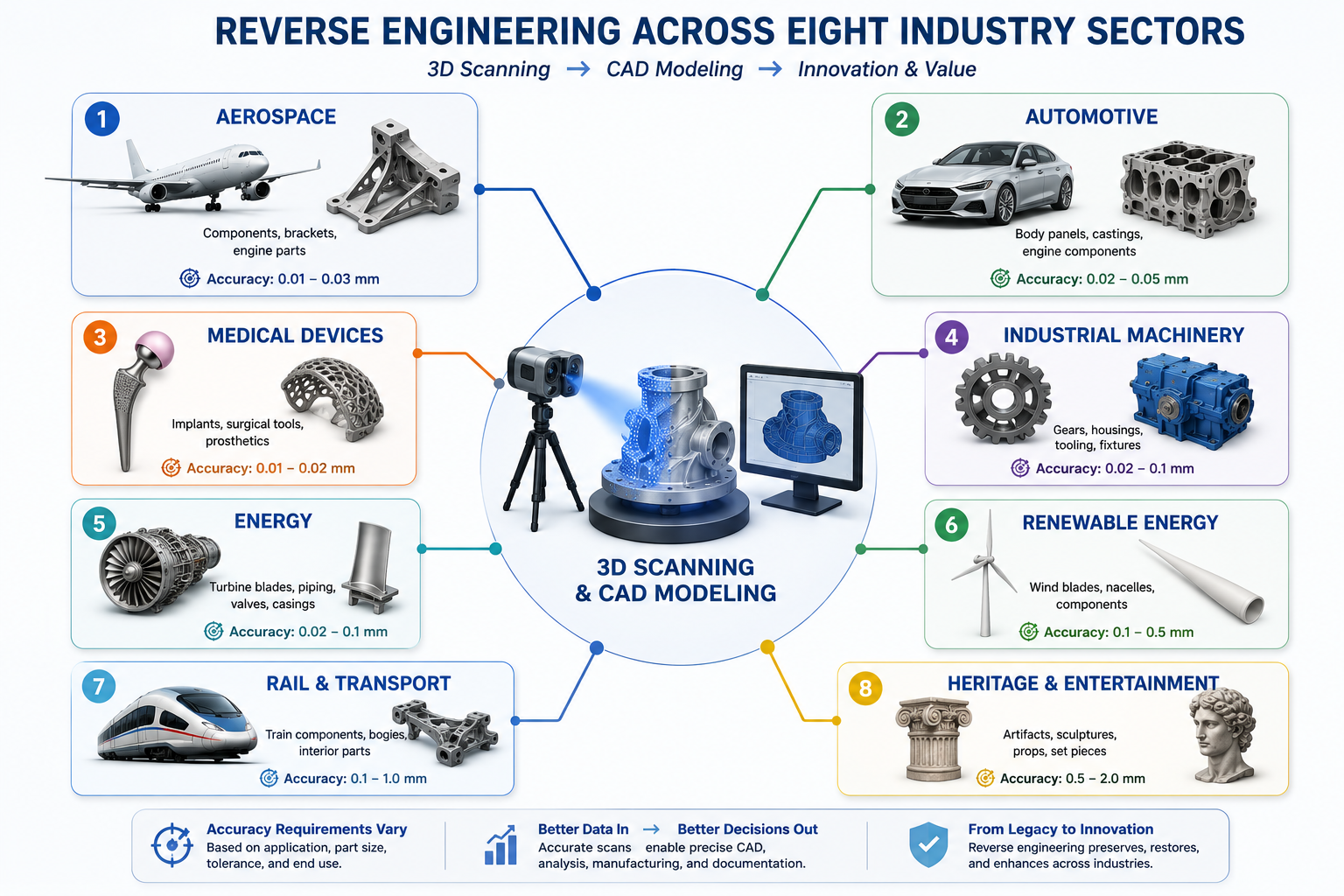
The table below summarizes the eight industries covered in this article, mapping each to its primary reverse engineering driver, typical accuracy requirement, dominant scanning technology, and the regulatory framework that governs the application. Use this as a quick reference, and refer to the detailed sections for the technical reasoning behind each entry.
Industry
Primary RE Driver
Typical Accuracy Need
Dominant Technology
Regulatory Framework
Aerospace & Defense
Legacy parts (DMSMS), OEM tooling loss
0.01 to 0.05 mm
Structured light + CMM hybrid, CT for internals
AS9100, MIL-SPEC config management
Automotive (OEM + Aftermarket)
Competitive benchmarking, legacy parts, EV development
0.02 to 0.10 mm
Structured light (ATOS), photogrammetry for large body panels
The pattern across this table reflects a consistent principle from earlier in this series: accuracy and technology requirements are driven by the application, not the industry label. Aerospace and medical devices both demand precision because of the consequences of failure, but the specific accuracy numbers and scanning technologies differ based on part geometry, material, and the specific decision the scan data will support.
1. Aerospace and Defense: Legacy Parts and DMSMS Management
Aerospace and defense represent the most mature application of reverse engineering, and the primary driver has a name that every aerospace sustainment engineer knows well: DMSMS, Diminishing Manufacturing Sources and Material Shortages. Military and commercial aircraft remain in service for 30 to 50 years or longer. The suppliers who originally manufactured specific components frequently go out of business, discontinue product lines, or lose the tooling and technical data needed to remanufacture a part long before the aircraft itself is retired.
When a part becomes unavailable through DMSMS, the operating organization faces a choice: ground the aircraft until an alternative is found, redesign the system to use a different component (an expensive and time-consuming engineering change that may require requalification), or reverse engineer the original part to enable manufacture from a new source. Reverse engineering is frequently the fastest and most cost-effective path, particularly for mechanical components, brackets, housings, and structural parts where the original design intent can be recovered reliably from the physical part.
The Aerospace Reverse Engineering Workflow
Aerospace reverse engineering follows the most rigorous version of the workflow covered earlier in this series, because the output must support airworthiness certification. The CAD model produced from the scan is not just a reference; it becomes the basis for a new technical data package that must demonstrate equivalence to the original part’s form, fit, and function. This means the deviation analysis step is not optional documentation, it is evidence submitted as part of the certification basis.
Structured light scanning combined with CMM probing for critical features is the dominant technology combination, consistent with the 10:1 measurement uncertainty ratio requirements for parts with tight tolerances. Industrial CT scanning is increasingly used for castings and complex internal geometry common in aerospace hydraulic and pneumatic components, where internal porosity assessment is also part of the material qualification process alongside geometric capture.
Configuration Management and Traceability
Every reverse engineered aerospace part must be traceable to its source data under AS9100 configuration management requirements. The scan data, the deviation analysis, the engineering judgment applied to distinguish design intent from wear (covered in detail in the previous article on scan-to-CAD challenges), and the resulting CAD model all become part of a permanent design record. This record must demonstrate that the new part is equivalent to the original in every dimension that affects form, fit, or function, with documented justification for any dimension that was idealized away from the as-scanned value.
The financial scale of this application is significant. A single grounded aircraft costs an operator tens of thousands of dollars per day in lost revenue or mission capability. A reverse engineering program that takes two weeks to produce a certified replacement part, versus a redesign and requalification process that could take a year, represents a direct and substantial cost avoidance that justifies the rigor of the aerospace reverse engineering process.
2. Automotive: Benchmarking, Legacy Parts, and EV Development
The automotive industry uses reverse engineering across three distinct applications that are often conflated in general discussions but involve different workflows and different stakeholders: competitive benchmarking, legacy and classic vehicle part reproduction, and electric vehicle development
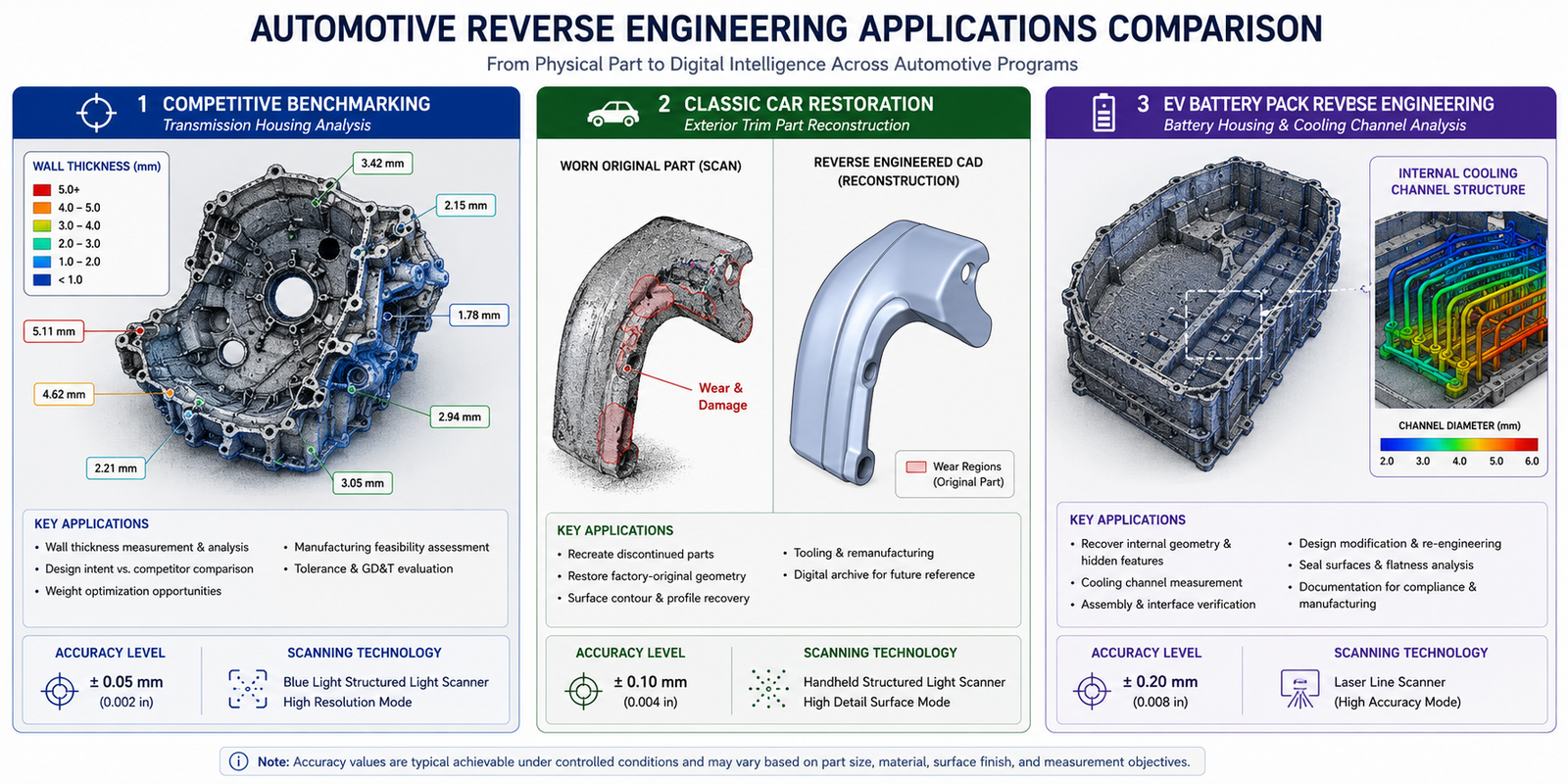
Competitive Benchmarking
Automotive OEMs and tier-one suppliers routinely purchase competitor vehicles, disassemble them, and scan key components to understand design approaches, manufacturing methods, and material specifications. This is a legitimate and widespread practice, and it sits squarely within the legal framework for reverse engineering covered in the previous article: studying a lawfully purchased product to understand the engineering approach used by a competitor, in order to inform the design of a non-infringing alternative or to benchmark performance, is broadly protected activity in most jurisdictions.
Benchmarking scans typically focus on weight reduction opportunities (scanning a competitor’s structural component to measure wall thicknesses and rib geometry that achieve a target stiffness at lower mass), packaging efficiency (understanding how a competitor fits more functionality into a smaller volume), and manufacturing process inference (analyzing surface finish, parting lines, and feature geometry to determine whether a part is cast, forged, or machined, and what tooling approach was used). Structured light scanning with ATOS-class systems is the standard technology, providing the 0.02 to 0.05mm accuracy needed to extract meaningful wall thickness and geometry data.
Legacy and Classic Vehicle Parts
The classic car restoration market has grown into a substantial reverse engineering application in its own right. Parts for vehicles that have been out of production for decades, trim pieces, brackets, interior components, and mechanical parts, are frequently unavailable from any source. Specialist reverse engineering shops scan original parts (often the only surviving examples, sometimes in worn or damaged condition) and produce CAD models suitable for small-batch manufacturing via CNC machining, investment casting, or 3D printing.
This application directly exercises the wear-versus-design-intent challenge covered in the previous article: a 60-year-old trim part has accumulated wear, corrosion, and possibly previous repair attempts, and the reverse engineering process must distinguish what the part looked like when new from what it looks like now. The accuracy requirements are generally more relaxed than aerospace (0.1 to 0.5mm is often adequate for non-structural trim and interior parts), but the design intent recovery judgment is just as demanding.
Electric Vehicle Development
EV development has created new reverse engineering applications specific to battery and drivetrain systems. Battery pack housings, with their complex internal structures for cell modules, cooling channels, and structural support, are frequently reverse engineered during competitive analysis to understand packaging density and thermal management approaches. Drivetrain components, particularly the housings for electric motors and reduction gearboxes, are reverse engineered to support both benchmarking and the increasingly common practice of localizing manufacturing of components originally designed by a different supplier or in a different region, requiring a complete CAD redefinition from physical parts when original design data is not transferable across the supply chain relationship.
3. Medical Devices and Orthopedics: Patient-Specific Design
Medical devices represent the most technically sophisticated application of reverse engineering in this entire list, because the most advanced use case, patient-specific implant design, inverts the traditional reverse engineering workflow. Instead of scanning an existing manufactured part to recreate its design, the scan captures a patient’s individual anatomy, and the CAD model produced is an entirely new design customized to that anatomy.
Patient-Specific Implants and Surgical Guides
Orthopedic reconstruction, particularly for complex fractures, tumor resections, and revision joint replacements, increasingly uses CT scanning of the patient’s affected anatomy as the input to a design process that produces a custom implant or surgical guide matched to that individual’s bone geometry. The CT scan captures both the external bone surface and, critically, the internal trabecular bone structure and any remaining healthy bone stock after a tumor resection or in a revision surgery where previous implant material must be accommodated.
The CAD reconstruction process for these applications often references the patient’s own anatomy on the contralateral (opposite) side of the body as a mirrored design reference, applying the symmetry analysis techniques covered in the previous article, but in this case the mirrored anatomy is the design target rather than a verification check. A custom cranial implant, for example, is designed to match the mirror image of the patient’s intact skull on the opposite side, reconstructed from the CT data and verified through deviation analysis against the mirrored geometry before the implant design proceeds to manufacturing.
Legacy Device Documentation and Sustaining Engineering
Medical device manufacturers also use reverse engineering for sustaining engineering on legacy products: devices that remain on the market or in clinical use but whose original CAD data has been lost, was created in CAD software no longer supported, or belongs to a component supplier relationship that has ended. ISO 13485 and FDA 21 CFR Part 820 quality system requirements mandate that manufacturers maintain design history files for devices they support, and reverse engineering is the mechanism for reconstructing this documentation when original records are incomplete.
This application carries particular weight because medical device design changes, even changes intended only to recreate existing approved geometry, may require regulatory notification or resubmission depending on the jurisdiction and the nature of the change. The reverse engineering documentation package, including the scan data, deviation analysis, and design rationale for any idealization decisions, becomes part of the regulatory submission supporting evidence that the recreated design is equivalent to the originally approved device.
Accuracy Requirements for Medical Applications
Accuracy requirements vary significantly within medical applications. External anatomical capture for surgical planning and visualization can tolerate 0.5 to 1mm accuracy. Implant interface surfaces, the regions where the implant contacts bone or articulates with another implant component, require 0.05 to 0.1mm accuracy to ensure proper fit and function. For legacy device component reverse engineering where the device has tight manufacturing tolerances (precision mechanisms in surgical instruments, for example), the same 10:1 measurement uncertainty principles from the metrology framework apply directly.
4. Industrial Machinery and Equipment: Keeping Production Running
For manufacturing plants operating equipment that may be decades old, reverse engineering has become the primary tool for maintaining production continuity when original equipment manufacturer support has ended. This is perhaps the broadest application by sheer volume of parts: every manufacturing plant with aging equipment has wear parts, custom brackets, gearbox components, and mechanical assemblies that periodically fail and need replacement, often from OEMs that no longer exist or no longer support the specific equipment generation.
The Wear Part Reproduction Cycle
Industrial machinery reverse engineering most commonly addresses wear parts: components subject to abrasion, impact, or cyclic loading that fail predictably over time. Conveyor system components, gearbox housings, pump impellers, and custom tooling for production lines are typical examples. Because these parts fail repeatedly, plants often build a digital inventory: reverse engineer the part once, store the CAD model, and manufacture replacements on demand without needing to reverse engineer the same part again.
The wear-versus-design-intent challenge is central to this application. The part being scanned is, by definition, often a worn or partially failed example, since the failure is what triggered the need for a replacement. Engineers must distinguish the original design geometry (what the part looked like when new and functioning correctly) from the accumulated wear pattern (the geometry change that led to the failure). Reproducing the worn geometry would simply create a replacement part that fails the same way.
Custom Tooling and Fixture Reproduction
Beyond wear parts, industrial reverse engineering frequently addresses custom tooling and fixtures: jigs, gauges, and production tooling that were designed in-house or by a contract toolmaker decades ago, with no surviving CAD data. When this tooling is damaged or when a plant needs to duplicate a fixture for a second production line, scanning the existing tooling and reconstructing a CAD model is typically faster and cheaper than redesigning the fixture from functional requirements alone, particularly when the existing tooling has been refined through years of production use to address practical issues that are not documented anywhere except in the tooling’s actual geometry.
5. Energy: Oil, Gas, and Power Generation
The energy sector, encompassing oil and gas production, refining, and conventional power generation, operates some of the longest-lived capital equipment of any industry. Power generation turbines, compressors, and large valve assemblies are designed for 30 to 50 year operational lifespans, and reverse engineering has become essential for maintaining this equipment as original manufacturer support diminishes over that timeframe.
Turbine Blade Reverse Engineering
Gas and steam turbine blades are among the most demanding reverse engineering applications in any industry because they combine extremely tight aerodynamic tolerances with complex freeform organic geometry and operate in conditions that cause measurable wear and erosion over their service life. The airfoil profile of a turbine blade directly determines its aerodynamic performance, and even small deviations from the design profile measurably affect efficiency.
Reverse engineering turbine blades for repair or replacement requires structured light scanning at 0.02 to 0.05mm accuracy combined with NURBS surface reconstruction techniques (covered in the reverse engineering workflow article) to capture the complex 3D airfoil twist and camber. The wear-versus-design-intent challenge is especially significant here: blades that have been in service show erosion at the leading edge and tip, and the reconstructed CAD model must represent the original design profile, not the eroded profile, for the blade to perform correctly after repair or replacement.
Valve Bodies, Pump Casings, and Pressure Vessel Components
Large valve bodies, pump casings, and pressure vessel nozzles in process plants are frequently reverse engineered when replacement parts are needed for equipment whose original manufacturer has been acquired, merged, or gone out of business. These components often have complex internal flow passages that benefit from industrial CT scanning when the internal geometry significantly affects flow performance, combined with external structured light or laser scanning for the overall envelope and mounting interfaces.
The regulatory context for these components involves pressure equipment standards (ASME Boiler and Pressure Vessel Code, API standards for oil and gas equipment) that govern material specifications, wall thickness requirements, and pressure ratings. Reverse engineering for pressure-retaining components must verify not just geometric accuracy but also confirm that wall thicknesses meet the pressure rating requirements for the service conditions, which may require the CT-based wall thickness measurement capability covered in the previous articles.
6. Renewable Energy: Wind Turbine Blade and Component Repair
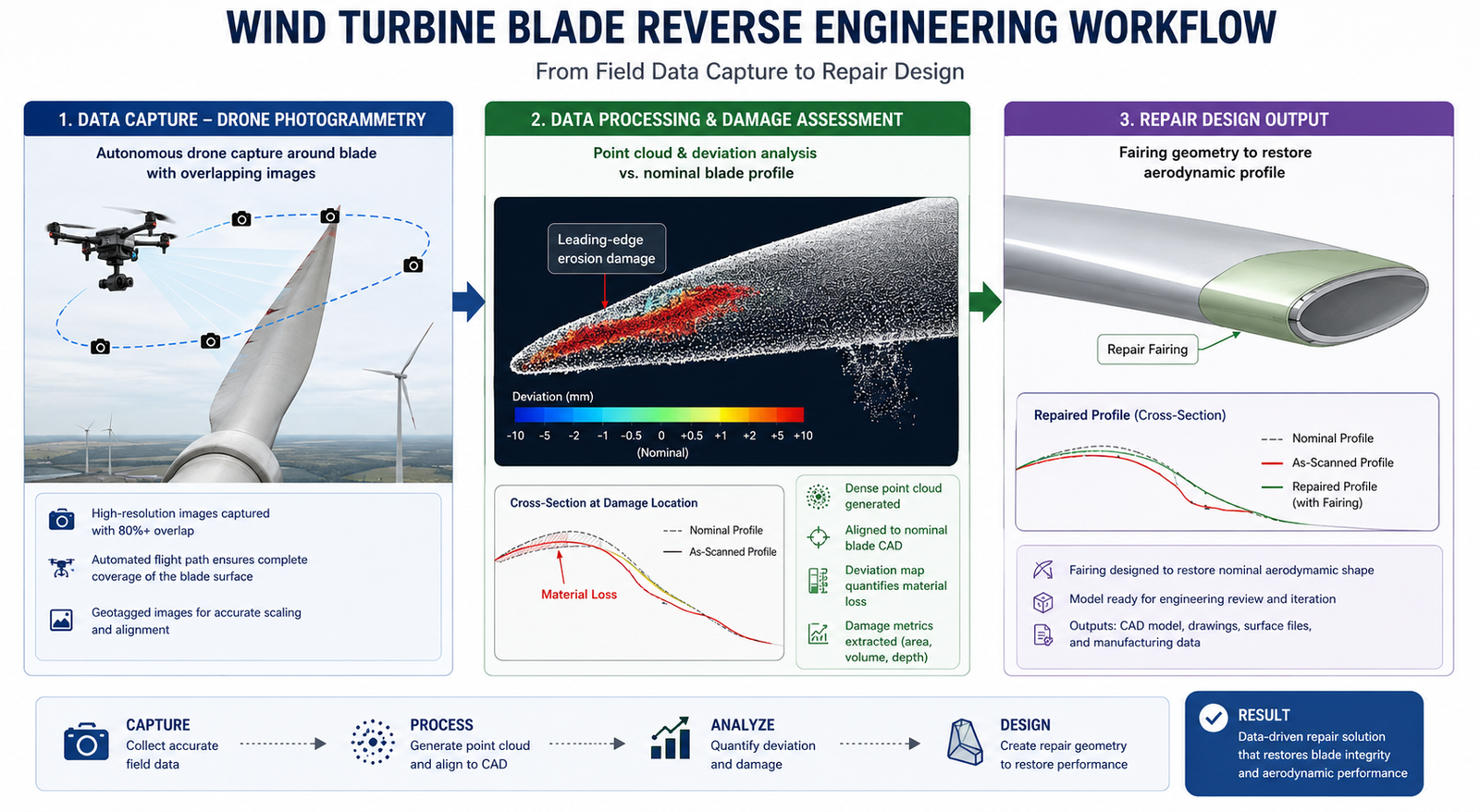
The renewable energy sector, particularly wind power, has become one of the fastest-growing applications of reverse engineering, driven by the simple economics of turbine fleet maintenance at scale. A utility-scale wind farm operator manages dozens to hundreds of turbines, each with blades that experience leading-edge erosion, lightning strike damage, and occasional structural damage from extreme weather events.
Blade Damage Assessment and Repair Design
When a wind turbine blade is damaged, whether from erosion, impact, or lightning strike, drone-based photogrammetry has become the standard technology for capturing the blade’s current geometry without requiring the turbine to be taken offline for a manual inspection that would require climbing or rope access. The drone flies a defined pattern around the blade, capturing overlapping photographs that are processed into a 3D model using the photogrammetry techniques covered earlier in this series.
The accuracy requirements for blade damage assessment are more relaxed than the metrology applications discussed elsewhere, typically 0.5 to 2mm is adequate, because the primary decisions being made are whether damage exceeds repair thresholds defined by the blade manufacturer’s maintenance manual, and what repair geometry (filler material extent, aerodynamic fairing shape) is needed to restore the blade profile. This is squarely in the category of application where, as discussed in the accuracy requirements article, the required accuracy should be matched to the engineering decision being made rather than defaulting to precision metrology standards.
Gearbox and Drivetrain Component Reverse Engineering
Wind turbine gearboxes and main bearing housings represent a higher-accuracy application within the renewable sector. These components have precision-toleranced interfaces (bearing bores, gear mounting faces) that require 0.05 to 0.2mm accuracy consistent with general mechanical reverse engineering requirements. As the wind energy sector matures and the first generation of utility-scale turbines reaches the end of their original manufacturer’s support lifecycle (a similar dynamic to the DMSMS challenges in aerospace), reverse engineering of drivetrain components for fleet-wide spare parts programs is becoming increasingly common.
Solar energy applications are more limited but include reverse engineering of mounting hardware and tracking system components for older installations where the original racking manufacturer is no longer in business, a smaller-scale version of the same legacy parts dynamic seen throughout this article.
7. Rail and Heavy Transportation
Rail systems, encompassing passenger and freight rolling stock, signaling infrastructure, and track equipment, share the long-service-life characteristics of aerospace and energy equipment, with rolling stock often remaining in service for 30 to 40 years and signaling infrastructure sometimes for even longer. The reverse engineering applications in this sector closely parallel those in industrial machinery and aerospace, but with their own regulatory framework and specific component types.
Bogie and Running Gear Components
The bogie (the wheeled chassis units under a railcar) contains numerous precision mechanical components: axle boxes, suspension elements, brake system components, and coupling hardware. When these components require replacement for older rolling stock and the original manufacturer’s parts are unavailable, reverse engineering under EN 15085 (the European standard for railway vehicle welding) and equivalent regional standards governs the process for structural and safety-critical components.
Accuracy requirements for bogie components are generally in the 0.05 to 0.5mm range depending on the specific component’s function, consistent with general mechanical engineering tolerances. The structural and safety-critical nature of many rail components means that, similar to aerospace, the reverse engineering documentation package becomes part of the safety case for the component’s continued use, requiring the same rigor in distinguishing design intent from wear and damage covered throughout this series.
Signaling and Interlocking Equipment
Rail signaling equipment, much of which was installed decades ago and remains in service due to the enormous cost and operational disruption of replacing entire signaling systems, includes mechanical components, relay housings, and interface hardware that may need reverse engineering when original parts fail. This application is closer to the industrial machinery category in its accuracy requirements and workflow, but operates within rail-specific safety certification frameworks that govern any change to safety-critical signaling infrastructure.
8. Heritage, Museums, and Entertainment
The final industry in this list represents the most different application of reverse engineering from the engineering-focused applications above, but it has grown into a substantial and technically interesting field in its own right. Cultural heritage digitization, museum conservation, and entertainment production all use 3D scanning and CAD reconstruction, but the goals, accuracy requirements, and downstream uses differ significantly from manufacturing applications.
Artifact Digitization and Conservation
Museums and cultural institutions increasingly digitize their collections for multiple purposes: creating permanent digital records of fragile artifacts before they degrade further, enabling virtual access to objects that cannot be safely displayed or handled, and supporting conservation work by documenting an object’s condition at a point in time for comparison with future condition assessments. Photogrammetry and structured light scanning are both used depending on the object’s size, material, and fragility.
Accuracy requirements for heritage digitization vary enormously depending on purpose. A digital record intended for public access through a web viewer may need only 1 to 2mm accuracy, sufficient for visual fidelity. A conservation documentation project intended to detect subtle changes in an artifact’s condition over years or decades, such as monitoring crack propagation in a stone sculpture, may require sub-millimeter accuracy to reliably detect changes that are smaller than the natural variation in repeated measurements.
Entertainment: Props, Costumes, and Practical Effects
Film, television, and themed entertainment production uses reverse engineering for a different but related purpose: reproducing physical props, costume elements, and practical effects pieces at different scales, in different materials, or in multiple copies for production needs. A hero prop (the primary, screen-used version of an object) might be scanned so that stunt doubles, backup copies, or merchandise versions can be produced with consistent geometry.
This application has more relaxed accuracy requirements than virtually any other in this article, typically 0.5 to 2mm, because the output is judged by visual and tactile fidelity rather than dimensional conformance to an engineering tolerance. However, the reconstruction workflow still benefits from the parametric vs. mesh-based reconstruction decision covered in the original reverse engineering workflow article: props intended for CNC machining or 3D printing in multiple scales benefit from parametric reconstruction that can be scaled cleanly, while one-off visual reproductions may be adequately served by direct mesh output.
The Common Thread Across all eight industries, the same underlying technical framework applies: define the engineering intent before scanning, select scanning technology and accuracy appropriate to that intent (not to the most precise option available), apply the wear-versus-design-intent judgment when the scanned object has a service history, and verify the final output through deviation analysis appropriate to the application’s accuracy requirement. The industries differ in their specific drivers, regulatory frameworks, and typical accuracy targets, but the underlying engineering discipline is the same discipline covered throughout this series.
Frequently Asked Questions
Q: Which industries use reverse engineering the most?
Aerospace and defense, automotive, medical devices, industrial machinery and equipment, energy (oil, gas, and power generation), renewable energy (particularly wind power), rail and heavy transportation, and heritage/entertainment are the eight major industry sectors with established reverse engineering practices. Aerospace and defense have the longest history of formalized reverse engineering due to DMSMS (Diminishing Manufacturing Sources and Material Shortages) challenges with long-service-life aircraft. Industrial machinery represents the broadest application by volume, as every manufacturing plant with aging equipment encounters parts that need reverse engineering when original manufacturers are no longer available.
Q: What is DMSMS and why does it drive reverse engineering in aerospace?
DMSMS stands for Diminishing Manufacturing Sources and Material Shortages, a formal term used in aerospace and defense to describe the loss of suppliers, manufacturing capability, or technical data for components in long-service-life systems. Military and commercial aircraft remain in service for 30 to 50 years, far longer than the typical lifespan of the original component suppliers. When a part becomes unavailable due to DMSMS, reverse engineering is often the fastest path to producing a certified replacement, by scanning a surviving example of the part, reconstructing a CAD model, performing deviation analysis to verify accuracy, and developing a new technical data package that demonstrates equivalence to the original part for airworthiness certification.
Q: How is reverse engineering used in medical device manufacturing?
Medical device reverse engineering has two main applications. First, patient-specific implant design uses CT scanning of an individual patient’s anatomy as input to design a custom implant or surgical guide matched to that patient, often using the mirror image of the patient’s healthy contralateral anatomy as the design reference. Second, legacy device sustaining engineering reconstructs CAD models and design history documentation for devices whose original design data has been lost, required under ISO 13485 and FDA 21 CFR Part 820 quality system regulations. Accuracy requirements range from 0.5-1mm for general anatomical visualization to 0.05-0.1mm for implant interface surfaces that must fit precisely against bone or other implant components.
Q: Why do wind farms use reverse engineering for turbine blades?
Wind turbine blades experience leading-edge erosion, lightning strike damage, and occasional structural damage over their 20+ year service life. Drone-based photogrammetry has become the standard method for capturing blade geometry without requiring the turbine to be taken offline for manual rope-access inspection. The resulting 3D model is compared against the blade’s nominal design profile through deviation analysis to assess whether damage exceeds repair thresholds and to design the repair geometry (filler material, aerodynamic fairing) needed to restore the blade’s aerodynamic profile. Accuracy requirements are typically 0.5 to 2mm, matched to the repair decision rather than precision metrology standards.
Q: What accuracy is needed for industrial machinery reverse engineering?
Industrial machinery reverse engineering, primarily for wear part reproduction and custom tooling, typically requires 0.05 to 0.3mm accuracy depending on the component’s function and fit requirements. The most significant technical challenge is distinguishing the original design geometry from accumulated wear, since the part being scanned is often the worn or partially failed example that triggered the need for a replacement. Reproducing the worn geometry would create a replacement that fails the same way. This requires the wear-versus-design-intent analysis covered in scan-to-CAD conversion best practices, using evidence such as surviving unworn surfaces and manufacturing process knowledge to identify the original design dimensions.
Q: Is reverse engineering legal for automotive competitive benchmarking?
In most jurisdictions, reverse engineering a lawfully purchased competitor vehicle or component for the purpose of understanding design approaches, benchmarking performance, or informing the design of a non-infringing alternative is a legally protected activity. This is distinct from reproducing patented functionality or infringing registered trade dress, which carries legal risk regardless of how the design information was obtained. Automotive OEMs and suppliers routinely purchase and disassemble competitor vehicles for benchmarking. As with any competitive reverse engineering program, documenting the purpose clearly and consulting intellectual property counsel for programs that may result in commercial products is recommended.
Conclusion:
The eight industries covered in this article appear, at first glance, to have little in common. An aerospace sustainment engineer recreating a certified aircraft bracket, a surgeon’s engineering team designing a custom cranial implant, and a museum conservator digitizing a fragile sculpture are working in entirely different worlds, with different stakeholders, different consequences for error, and different definitions of success.
But the underlying discipline is the same. Every one of these applications starts with the same question covered at the beginning of the reverse engineering workflow article in this series: what is the engineering intent of this project, and what accuracy does that intent actually require? Every one of them benefits from the same technology selection framework, the same understanding of how accuracy, resolution, and measurement uncertainty relate to the decision being made, and the same engineering judgment required to separate original design geometry from the wear, damage, or individual variation present in the physical object being scanned.
As 3D scanning technology continues to become faster, more accessible, and more affordable, the range of industries and applications that benefit from reverse engineering will continue to expand. The engineers and organizations that get the most value from this expansion will be the ones who understand the underlying discipline well enough to apply it correctly to whatever new application comes next, rather than treating each new application as an entirely new problem to solve from scratch.
The answer to this question depends entirely on what you are going to do with the scan data. An engineer who wants to 3D scan a concept model needs a fundamentally different level of scanning accuracy from one who is reverse engineering a precision bearing bore for reproduction. An architect documenting a heritage building for visualization needs different accuracy from a quality inspector verifying whether a manufactured part meets drawing tolerances. Specifying the wrong accuracy level in either direction costs time, money, or both.
Overspecifying accuracy, choosing a scanner more precise than the application requires, means paying for a capability you will never use while adding cost, slowing the workflow, and introducing complexity. Underspecifying accuracy means your scan data cannot support the decision you need to make with it, and you discover this at the most inconvenient possible moment: when the CAD model built from the scan produces parts that do not fit, when the inspection report does not have enough measurement resolution to determine whether a part passes or fails, or when the 3D-printed prototype does not match the target geometry within the printer’s own accuracy limits.
The question therefore is not a simple one, but it is an answerable one. The answer comes from understanding three things: how engineering standards define the relationship between measurement accuracy and part tolerance, how the scanning workflow itself compounds errors from the scanner through registration through reconstruction, and what the specific accuracy requirements of each major engineering application actually are in numbers that can be compared against scanner specifications.
This article covers all three with the quantitative depth that makes the answer genuinely useful: not just which scanner type to use for which application, but why, with the metrology principles that justify the numbers and make the answer defensible in an engineering review or a metrology audit.
Accuracy, Resolution, Precision, and Repeatability: Getting the Terms Right
One of the most common and consequential errors in scanner selection is confusing accuracy with resolution or precision. These terms appear on every scanner specification sheet and are frequently used interchangeably in marketing materials, but they measure fundamentally different properties of the scanner’s performance, and choosing a scanner based on the wrong specification for your application can result in a scanner that looks impressive on paper but cannot deliver the data quality your project requires.
Term
What It Measures
What It Does NOT Measure
How to Read It on Spec Sheet
Why It Matters
Accuracy (Trueness)
How close the scan measurement is to the true value of a known reference
Consistency of repeated measurements
Single value (e.g., +/-0.03mm) or formula (e.g., 0.02mm + 0.04mm/m)
Determines whether the scanner can tell you the right answer
Precision (Repeatability)
How consistent repeated measurements of the same point are
Whether the consistent result is correct
RMS of repeated measurements on same point or surface
High precision, low accuracy = consistently wrong. Both needed.
Resolution (Point Spacing)
The distance between adjacent data points in the point cloud
The dimensional accuracy of each point’s position
Point spacing (mm) or points per mm^2
Determines smallest feature the scan can represent, not how accurate those points are
Volumetric Accuracy
How accuracy degrades as measurements are taken further from the scanner
Single-point accuracy performance
Formula: base accuracy + distance factor (e.g., 0.02 + 0.04mm/m)
Critical for large parts – scanner accurate at 0.5m may be 3x worse at 3m
Registration Accuracy
Error introduced when combining multiple scan positions into one coordinate system
Single-scan accuracy before registration
RMS registration residual in post-processing software
Often the largest error source – good scanner, poor registration = poor result
Reproducibility
Consistency when different operators or different setups measure the same part
Single-operator, single-setup consistency
Gauge R&R study output (% of tolerance consumed)
Critical for production inspection – inconsistent results mean unreliable data
Accuracy vs Resolution: The Most Commonly Confused Pair
The clearest way to understand the difference between accuracy and resolution is through an analogy. Imagine a ruler marked in 1 millimeter increments. The resolution is 1 millimeter: you can distinguish objects that differ by 1 millimeter from each other. But if the ruler was manufactured with a systematic 5 percent scale error, every measurement is wrong by 5 percent of its value. A 100 millimeter measurement reads as 105 millimeters. The resolution is 1 millimeter (you can see that difference) but the accuracy is poor (the values are systematically wrong).
In 3D scanning, a scanner with 0.05 millimeter point spacing (high resolution) and 0.3 millimeter accuracy will consistently misrepresent surface positions in ways that look precise because the dense point cloud appears detailed, but the positions themselves are systematically incorrect. A bore that is 25.000 millimeters in diameter might scan as 24.700 or 25.300 millimeters due to accuracy limitations, regardless of how many points are in the bore region. Resolution tells you how fine the detail you can see is. Accuracy tells you whether what you see is true.
Accuracy vs Precision: The High Precision, Low Accuracy Trap
A scanner can be highly repeatable, producing the same result every time it measures the same point, while being consistently wrong. This is the high precision, low accuracy condition, and it is dangerous specifically because the consistency of the results creates false confidence. If a scanner consistently measures a 50.000 millimeter bore as 49.850 millimeters across ten repeated measurements, the standard deviation of those measurements is very small (suggesting high precision), but every one of them is wrong by 0.150 millimeters.
The practical implication is that both accuracy and precision are necessary for reliable measurement. A scanner that is accurate but imprecise produces noisy data that averages to the correct value but has large point-to-point variation. A scanner that is precise but inaccurate produces clean-looking data with a systematic bias that may be mistaken for good data by engineers who do not verify against known reference standards.
Volumetric Accuracy: The Most Important Specification for Large Parts
Volumetric accuracy describes how the scanner’s accuracy changes as a function of the distance over which measurements are taken. Most structured light scanners have their stated accuracy specification for a single capture volume, typically a 300 to 500 millimeter field of view. As the scan is extended across a larger object by registering multiple capture positions together, the volumetric accuracy degrades because each registration step introduces a small alignment error that accumulates across the full measurement volume.
The volumetric accuracy of a scanner is often specified as a formula rather than a single number: for example, 0.02 mm + 0.04 mm/m. This means the base accuracy is 0.02 millimeters at any single point, and for every additional meter of scan coverage, an additional 0.04 millimeters of volumetric error accumulates. For a 500 millimeter part scanned in two positions, the volumetric accuracy is 0.02 + 0.04 times 0.5 = 0.04 millimeters total. For a 2000 millimeter structure scanned across ten positions, it is 0.02 + 0.04 times 2.0 = 0.10 millimeters.
This formula-based volumetric accuracy is why large parts are systematically harder to scan accurately than small parts, even with the same scanner. An engineer who verifies that a scanner is accurate enough for a 200 millimeter part may be surprised to find that the same scanner produces unacceptable errors when scanning a 1000 millimeter assembly, because the volumetric error at that scale exceeds the tolerance requirement.
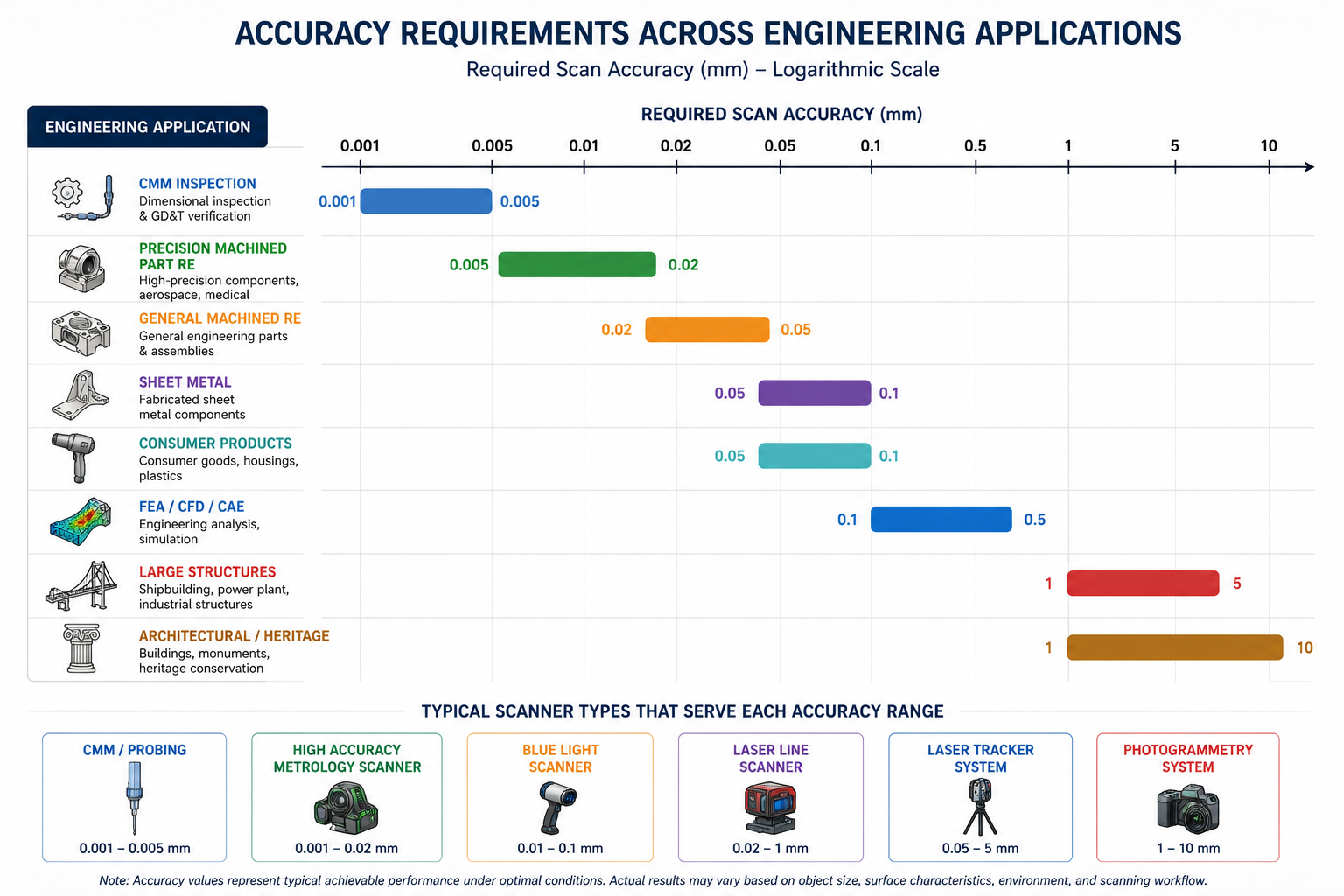
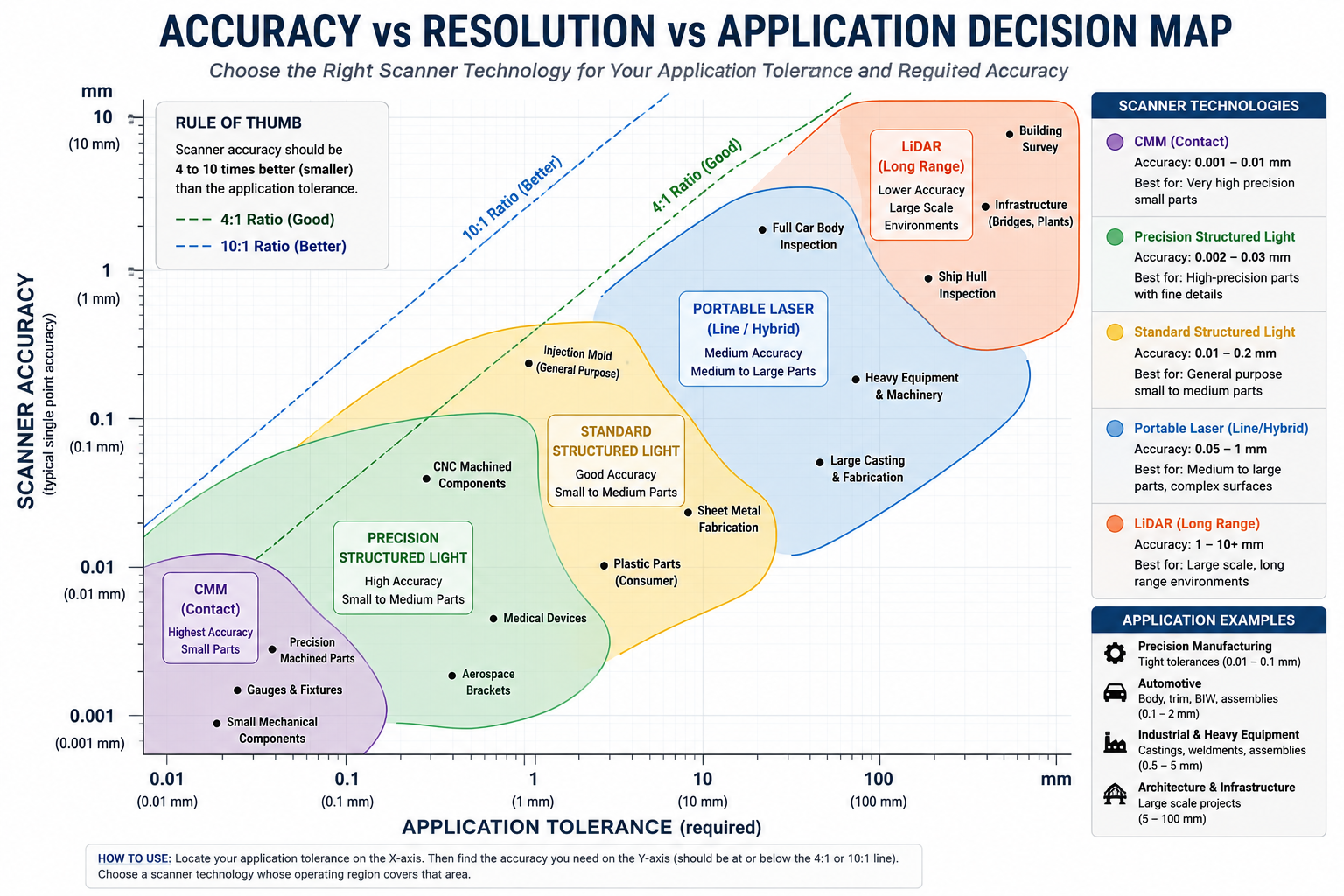
How accurate does a 3D scan need to be? As a general engineering rule, the scanner’s accuracy must be at least 4 times better than the tightest tolerance you need to verify or reproduce (the 4:1 measurement uncertainty ratio required by ASME B89 standards), and ideally 10 times better (the practical rule of thumb widely used in industry). For example: if your part has a 0.1mm tolerance, your scanner must be accurate to at least 0.025mm (4:1 rule) or ideally 0.01mm (10:1 rule). The required accuracy differs significantly by application, ranging from 0.001 to 0.005mm for precision inspection to 1 to 5mm for large structure documentation.
The 4:1 and 10:1 Measurement Uncertainty Ratios: The Mathematics Behind the Rules
When you measure a feature against a tolerance, the measurement itself introduces uncertainty. Measurement uncertainty is the range within which the true value of the measured quantity is estimated to fall, given the limitations of the measurement system. If your scanner has an accuracy of plus or minus 0.05 millimeters, a measurement that returns 10.000 millimeters means the true value is somewhere between 9.950 and 10.050 millimeters. It does not mean the true value is 10.000 millimeters.
This measurement uncertainty consumes part of the tolerance band. If the tolerance on that 10.000 millimeter dimension is plus or minus 0.10 millimeters, then the scanner’s 0.05 millimeter uncertainty consumes 50 percent of the available tolerance band. A part that actually measures 10.095 millimeters (within the 0.10 millimeter tolerance) might scan as 10.145 millimeters (outside the tolerance) due to measurement uncertainty, leading to a false rejection. A part that measures 10.105 millimeters (outside the tolerance) might scan as 10.055 millimeters (inside the tolerance), leading to a false acceptance.
The 4:1 Ratio: The ASME B89 Minimum Standard
The ASME B89 series of measurement standards and the related ASME B89.7.3.1 guidelines on measurement uncertainty establish that measurement uncertainty should not exceed one-quarter of the tolerance being verified. This is the 4:1 measurement uncertainty ratio: the measurement system uncertainty must be at least four times smaller than the tolerance. This ratio ensures that the measurement system error is small enough that false acceptance and false rejection rates are at acceptably low levels for manufacturing quality control.
Applied to 3D scanning: if your part’s tightest tolerance is 0.10 millimeters (for example, a positional tolerance on a hole pattern), your scanner’s accuracy must be 0.025 millimeters or better to meet the 4:1 ratio. This is the minimum requirement. Using a scanner with exactly this accuracy leaves only the narrowest margin for other error sources in the measurement chain (registration error, environmental effects, operator variability).
The 10:1 Ratio: The Practical Engineering Rule of Thumb
The 10:1 measurement uncertainty ratio is a more conservative target that provides adequate margin for all the error sources that exist beyond the scanner’s stated accuracy: registration error from combining multiple scan positions, mesh processing error from point cloud filtering and surface reconstruction, environmental effects from temperature variation and vibration, and operator variability from different scan setups.
The 10:1 rule says: the scanner’s accuracy should be at least ten times better than the tightest tolerance you are working with. For a 0.10 millimeter tolerance, this means 0.010 millimeter scanner accuracy. This target is more expensive to meet and may require a higher-specification scanner or a different measurement method for very tight tolerances, but it provides the measurement confidence that precision engineering decisions require.
Neither ratio is universally required by any standard. The 4:1 is the minimum established by ASME B89. The 10:1 is an engineering practice that most experienced metrologists recommend. The correct target for any specific application is determined by a formal uncertainty budget that accounts for all error sources in the specific measurement setup, not by a general rule alone. But for practical scanner selection decisions, the 10:1 rule is the safer starting point and the one that experienced engineers most consistently apply.
Building the Measurement Uncertainty Budget
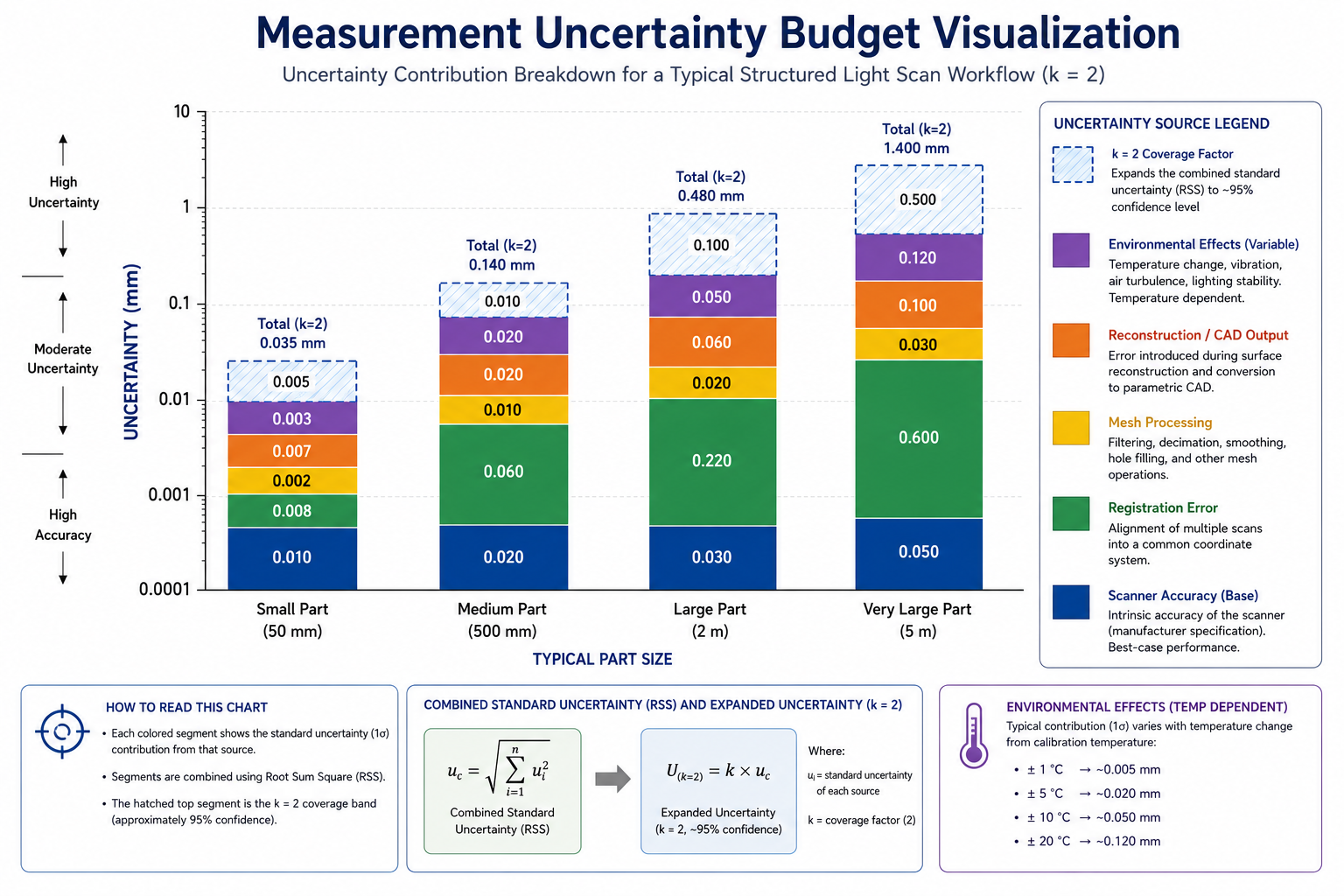
A formal measurement uncertainty budget for a scan-based measurement identifies and quantifies every source of error that contributes to the total measurement uncertainty. The individual uncertainties are combined using the root-sum-of-squares method to produce the combined measurement uncertainty. Each source contributes independently, and larger sources dominate the total.
The primary uncertainty sources in 3D scanning are:
Scanner single-scan accuracy (u1): stated by manufacturer, verified by VDI/VDE 2634 test artifact measurement
Registration error (u2): RMS residual from ICP or target-based registration of multiple scan positions
Mesh processing error (u3): error introduced by point cloud filtering, downsampling, and mesh generation
Reconstruction error (u4): error from NURBS fitting or primitive fitting in the CAD reconstruction step
Environmental error (u5): temperature variation effect (coefficient of thermal expansion times temperature uncertainty times part dimension)
Operator error (u6): variability from different setups, as quantified by gauge repeatability and reproducibility study
Combined uncertainty: U = k x sqrt(u1^2 + u2^2 + u3^2 + u4^2 + u5^2 + u6^2), where k is the coverage factor (typically 2 for 95% confidence level). The combined uncertainty U is the value that must be compared against the 4:1 or 10:1 ratio against the tolerance, not just the scanner’s stated single-scan accuracy alone.
VDI/VDE 2634 and ISO 10360: Understanding Scanner Accuracy Standards
Comparing scanner specifications across manufacturers requires understanding how each manufacturer measured and reported their accuracy. Without a common test standard, accuracy figures from different manufacturers are not directly comparable: one manufacturer might report the accuracy of their scanner measured on a flat calibration plate in controlled laboratory conditions, while another reports volumetric accuracy measured on a sphere artifact across the full working volume. Both may report similar numbers but deliver very different real-world performance.
Two standards provide the common framework for scanner accuracy testing that enables meaningful comparison.
VDI/VDE 2634: The European Standard for Optical 3D Scanners
VDI/VDE 2634 is the German guideline for the testing and characterization of optical 3D measuring systems with area sensors (the category that includes structured light scanners). Published in three parts covering point cloud and surface comparison, minimum zone fitting, and testing procedures, VDI/VDE 2634 defines specific test procedures using calibrated reference artifacts: ball bars, gauge blocks, and sphere arrays of known dimensions.
A scanner that has been tested and verified according to VDI/VDE 2634 has its accuracy measured using standardized test artifacts in defined measurement conditions. The reported accuracy figure is therefore a reproducible, verifiable measurement of the scanner’s performance rather than a manufacturer’s best-case figure from an optimized test condition. When comparing scanners, look for VDI/VDE 2634 compliance in the specification sheet. If a specification sheet does not reference the test standard used, ask the manufacturer explicitly.
VDI/VDE 2634 tests three key performance metrics: probing error (how accurately the scanner measures individual surface points on a calibrated sphere), sphere spacing error (how accurately the scanner measures distances between known reference spheres), and flatness measurement error (how accurately the scanner measures a calibrated flat surface). These three metrics together characterize the scanner’s performance for the range of measurement tasks it will encounter in practical engineering use.
ISO 10360: The International Standard for Coordinate Measuring Systems
ISO 10360 is the international standard series for acceptance testing of coordinate measuring systems, originally developed for CMMs but extended to cover optical scanning systems including laser scanners and structured light systems. ISO 10360-8 specifically covers optical distance sensors and laser scanners.
ISO 10360 tests are organized around maximum permissible errors (MPE) for length measurement, with specific test procedures using calibrated length standards (ball bars, gauge blocks) positioned throughout the scanner’s working volume. A scanner’s ISO 10360 accuracy specification is the maximum permissible error for length measurements made within its specified working volume under specified environmental conditions.
For the engineer choosing a scanner, the key practical implication of ISO 10360 is that MPE values are worst-case specifications: the scanner is guaranteed to perform no worse than the MPE in normal operating conditions. Typical performance in practice is often better than the MPE, but the MPE is what you can rely on for measurement planning. When performing a measurement uncertainty budget for a specific application, use the MPE as the scanner uncertainty input, not a claimed typical performance value that may not be reproducible in your specific conditions.
Reading a Scanner Specification Sheet Correctly
Most scanner specification sheets present multiple accuracy-related numbers that can be misleading without understanding what each represents. The following interpretation guide applies to the majority of structured light and laser scanner specifications:
“Accuracy: 0.03mm” with no further context: this is likely a best-case single-scan accuracy in optimal conditions, not volumetric accuracy across the full working distance. Ask for VDI/VDE 2634 or ISO 10360 test data.
“Resolution: 0.05mm”: this is point spacing, not accuracy. The accuracy of each point is a separate specification. High-resolution data with low accuracy is common in consumer-grade scanners marketed to the engineering community.
“Probing error: 0.025mm (VDI/VDE 2634)”: this is a meaningful, standardized accuracy specification. The probing error is the RMS deviation between scanner measurements of a calibrated sphere surface and the known sphere geometry.
“Accuracy: 0.02mm + 0.06mm/m”: this is a volumetric accuracy formula. The accuracy degrades with measurement distance as described. Calculate the expected accuracy at your specific part size using this formula before accepting it as adequate for your application.
“Repeatability: 0.01mm”: this is precision, not accuracy. It tells you the scanner will get the same answer each time, but not whether that answer is correct. Both the repeatability and the accuracy (trueness) matter.
Application-Specific Accuracy Requirements: The Numbers by Use Case
The most practical section of this article is the one that connects the metrology principles above to the specific numbers that apply to the engineering applications you are actually executing. The following table maps twelve common engineering applications to their typical part tolerance, the required scan accuracy under both the 4:1 and 10:1 ratios, and the appropriate scanner type for each.
Application
Typical Tolerance
Required Scan Accuracy (4:1 Rule)
Required Scan Accuracy (10:1 Rule)
Recommended Scanner Type
First article inspection / quality control
0.01 to 0.05 mm
0.0025 to 0.0125 mm
0.001 to 0.005 mm
CMM, or structured light with VDI/VDE 2634 certification
Precision machined part reproduction (H7/H6 fits)
0.01 to 0.02 mm
0.0025 to 0.005 mm
0.001 to 0.002 mm
CMM probing + structured light hybrid
General machined part reverse engineering
0.05 to 0.20 mm
0.0125 to 0.05 mm
0.005 to 0.02 mm
Structured light (ATOS, GOM Scan, Artec Leo)
Sheet metal and formed parts
0.10 to 0.50 mm
0.025 to 0.125 mm
0.01 to 0.05 mm
Structured light or FARO ScanArm
Injection-molded plastic consumer products
0.10 to 0.30 mm
0.025 to 0.075 mm
0.01 to 0.03 mm
Structured light or handheld laser
FEA / simulation geometry input
0.50 to 2.0 mm
0.125 to 0.5 mm
0.05 to 0.20 mm
Structured light or portable laser scanner
Additive manufacturing (FDM 0.2mm layer)
0.20 to 0.50 mm
0.05 to 0.125 mm
0.02 to 0.05 mm
Structured light or photogrammetry
Additive manufacturing (SLA 0.05mm layer)
0.05 to 0.15 mm
0.0125 to 0.0375 mm
0.005 to 0.015 mm
Structured light (precision class)
Large structure as-built documentation
1.0 to 5.0 mm
0.25 to 1.25 mm
0.10 to 0.50 mm
Laser tracker, terrestrial LiDAR
Architectural heritage / cultural preservation
0.5 to 5.0 mm
0.125 to 1.25 mm
0.05 to 0.50 mm
Terrestrial LiDAR or photogrammetry
Visual rendering / marketing 3D model
No dimensional requirement
N/A
N/A
Any scanner that produces clean mesh
Wearable / ergonomic product design
0.50 to 2.0 mm
0.125 to 0.5 mm
0.05 to 0.20 mm
Handheld structured light (Artec Leo, Eva)
Quality Control and First Article Inspection
First article inspection (FAI) is the most demanding application in the table. The measurement system must be capable of reliably determining whether a manufactured part is within the drawing tolerances, which means measurement uncertainty must be a fraction of the tolerance band. For aerospace applications where AS9102 governs first article inspection and ASME Y14.5 governs tolerances, the measurement system must demonstrate gauge repeatability and reproducibility (GR&R) of less than 10 percent of the tolerance, which is effectively the 10:1 rule expressed in GR&R terms.
For a precision-toleranced aerospace component with 0.02mm positional tolerances, achieving 10:1 ratio requires scanner accuracy of 0.002mm, which is below the performance of standard structured light systems and typically requires CMM probing for the critical features. Structured light scanning can be used for surface comparison and form deviation analysis at this tolerance level, but dimensional inspection of specific features against tight drawing tolerances generally requires CMM or CMM hybrid workflows.
Reverse Engineering for Machined Parts Reproduction
Reverse engineering for reproduction occupies the middle of the accuracy spectrum. The goal is to produce a CAD model accurate enough that parts manufactured from it fit correctly into their assembly context. For standard machined parts with H7/H6 fits (which carry tolerances of approximately 0.02mm on a 25mm bore), the 10:1 ratio requires 0.002mm scanner accuracy for the bore dimensions, again pointing to CMM hybrid measurement for the critical interfaces, with structured light providing the general surface geometry.
For general machined parts with looser tolerances of 0.1 to 0.5mm, the 10:1 ratio requires 0.01 to 0.05mm accuracy, which is well within the capability of a good-quality structured light system (0.01 to 0.05mm accuracy class). This is the sweet spot where structured light scanning delivers both speed and adequate accuracy for the application.
FEA and Simulation Geometry Input
Simulation geometry requirements are fundamentally different from inspection and reproduction requirements. The simulation result is sensitive to the boundary condition geometry, not to dimensional accuracy in the engineering tolerance sense. A fluid dynamics simulation of flow through a manifold is sensitive to the overall channel shape and cross-sectional area, not to whether the channel bore diameter is 25.000 or 25.050 millimeters. A structural FEA of a bracket is sensitive to the cross-sectional area and moment of inertia of the structural sections, not to whether a fillet radius is 3.0 or 3.1 millimeters.
This means that for simulation inputs, the accuracy requirement should be derived from a sensitivity analysis of the simulation model, not from the manufacturing tolerance of the part. A flow simulation that is insensitive to a 1mm change in channel diameter allows significantly more relaxed scan accuracy than the same channel’s manufacturing tolerance would imply. Engineers who apply manufacturing inspection accuracy standards to simulation geometry scans are overspecifying unnecessarily, adding cost and time for capability they cannot use.
Additive Manufacturing Reference Geometry
The required scan accuracy for additive manufacturing reference geometry is determined by the layer resolution of the printing process. Specifying scanner accuracy finer than the printer’s resolution provides no benefit: the printer cannot reproduce geometry at that scale regardless of how accurately the scan captured it. For FDM printing at 0.2mm layer height, scanner accuracy of 0.02 to 0.05mm is appropriate. For high-resolution SLA at 0.025mm layer height, 0.005 to 0.010mm scanner accuracy is appropriate. For metal SLS/DMLS at 0.02 to 0.05mm layer resolution, 0.005 to 0.01mm is appropriate.
The matching principle applies in both directions: overspecifying scanner accuracy wastes resources, but underspecifying means the scan data cannot support the printer’s capability. A very high-resolution resin printer scanning reference objects with a medium-quality handheld scanner will produce prints that are limited by the scan quality, not by the printer, even though the printer could produce finer detail if the reference geometry were more accurately captured.
The Accuracy Degradation Chain: How Errors Compound Through the Workflow
The scanner’s stated accuracy is only the first link in a chain of error sources that together determine the accuracy of the final CAD model produced from the scan data. Understanding this chain is essential for two reasons: it explains why the 10:1 rule is more appropriate than the 4:1 minimum for most engineering applications, and it identifies where in the workflow the most significant accuracy improvements can be made when the total error is too large for the application.
Link 1: Scanner Single-Scan Accuracy
This is the starting accuracy, the performance of the scanner within a single capture volume under optimal conditions. It is the number on the specification sheet and the one most commonly compared between scanners. For a quality structured light scanner, this is typically 0.01 to 0.05mm for industrial parts in the 100 to 500mm range.
Link 2: Registration Error
Combining multiple scan positions through ICP or target-based registration introduces alignment error at each registration step. The RMS registration residual, reported by the scan processing software after registration, quantifies this error. Typical registration residuals for a well-executed structured light scan are 0.01 to 0.05mm for ICP and 0.02 to 0.10mm for target-based registration, depending on the overlap quality and target placement.
Registration error is often the largest single contributor to total measurement uncertainty for multi-position scans of medium to large parts. An engineer who selects a scanner based on its 0.02mm single-scan accuracy but achieves only 0.08mm registration accuracy has a combined uncertainty dominated by the registration step, making the scanner’s superior single-scan accuracy irrelevant to the final result.
Link 3: Mesh Processing Error
Point cloud filtering, downsampling, and mesh generation each introduce small errors. Gaussian smoothing removes high-frequency noise but also slightly displaces surface positions from their true locations. Hole-filling algorithms estimate surface positions in regions with no scan data. Uniform downsampling replaces a cluster of points with one representative point whose position may not precisely coincide with the true surface. Collectively, these processing steps typically add 0.005 to 0.02mm of additional uncertainty to the final mesh geometry compared to the raw point cloud.
Link 4: Reconstruction Error
CAD reconstruction from the mesh introduces the fourth layer of error. Primitive fitting (fitting a mathematical plane or cylinder to a mesh region) introduces a fitting residual that depends on how well the mathematical primitive matches the actual surface. For well-formed machined surfaces, fitting residuals are typically 0.005 to 0.02mm. For less regular surfaces (cast, formed, worn), fitting residuals can be 0.05 to 0.20mm or more, as the mathematical primitive cannot accurately represent the surface’s actual non-ideal form.
NURBS surface fitting for organic geometry introduces fitting error that depends on the number of control points used. Too few control points and the surface deviates from the mesh. Too many and the surface overfits mesh noise. Typical NURBS fitting residuals for well-executed organic surface reconstruction are 0.02 to 0.10mm.
Calculating the Total Uncertainty Budget
Combining these four primary error sources using root-sum-of-squares for a typical structured light scan of a medium-sized machined part:
Example Uncertainty Budget Calculation APPLICATION: General machined part RE, target tolerance 0.10mm
UNCERTAINTY SOURCES: u1 (scanner single-scan): 0.030 mm (VDI/VDE 2634 probing error) u2 (registration): 0.040 mm (RMS residual from 6-position scan) u3 (mesh processing): 0.010 mm (after Gaussian smoothing + decimate) u4 (reconstruction): 0.015 mm (cylinder fit to bore region) u5 (thermal, 2C error): 0.005 mm (200mm aluminum, 2C temp uncertainty) u6 (operator variability): 0.015 mm (estimated from 3-setup test)
EXPANDED UNCERTAINTY (k=2, 95% confidence): U = 2 x 0.056 = 0.112 mm
CHECK AGAINST APPLICATION REQUIREMENT: 4:1 ratio requires U <= 0.10 / 4 = 0.025 mm -> FAIL (U = 0.112 mm) CONCLUSION: This workflow is NOT adequate for 0.10mm tolerance inspection. ACTION: Improve registration (tighter target placement), recalculate.
With improved registration (u2 = 0.015mm): uc = sqrt(0.0009+0.000225+0.0001+0.000225+0.000025+0.000225) = 0.038 mm U = 2 x 0.038 = 0.076 mm -> 4:1 ratio: 0.076 <= 0.025 mm -> STILL FAIL
CONCLUSION: For 0.10mm tolerance, need scanner with u1 <= 0.010mm or use CMM for critical features. Structured light adequate for form only.
This worked example demonstrates why the 10:1 rule is necessary rather than just conservative: a structured light scanner with 0.030mm stated accuracy, when used in a realistic multi-position scan workflow, produces an expanded uncertainty of 0.076 to 0.112mm. This is adequate for inspecting features with 0.50mm or looser tolerances, but it does not meet the 4:1 ratio for 0.10mm tolerances. The scanner’s stated accuracy alone would suggest it should work for 0.10mm tolerances (4:1 ratio requires 0.025mm, and 0.030mm is close). The full uncertainty budget reveals it does not.
Gauge Repeatability and Reproducibility for 3D Scanning
Gauge Repeatability and Reproducibility (GR&R) is the standard metrological method for determining whether a measurement system is adequate for a production inspection application. It has been a standard requirement in automotive quality systems (AIAG MSA) and is widely applied in ISO 9001, IATF 16949, and AS9100 quality management systems. Most engineers who work with CMMs and conventional gauges understand GR&R intuitively. Applying GR&R to 3D scanning is less common but equally important for any scanning-based inspection application that will be used to make pass-fail decisions on manufactured parts.
What a GR&R Study Measures for a 3D Scanner
A GR&R study for a 3D scanner measures how much of the total measurement variation comes from the measurement system itself versus from genuine part-to-part variation. It does this by having multiple operators scan multiple parts multiple times and analyzing the variance components: repeatability (variation within one operator’s repeated measurements of the same part), reproducibility (variation between operators’ measurements of the same part), and part-to-part variation (the genuine geometric variation between parts).
The GR&R result is typically expressed as a percentage of the tolerance: GR&R% = (measurement system variation / tolerance band) x 100%. Industry practice treats GR&R below 10% as capable (the measurement system consumes less than 10% of the tolerance band and is acceptable for production inspection), 10 to 30% as marginal (may be acceptable for some applications with management approval), and above 30% as not capable (the measurement system is consuming too much of the tolerance band to reliably distinguish conforming from nonconforming parts).
The Specific Challenges of GR&R for 3D Scanning
GR&R for 3D scanning is more complex than GR&R for contact gauges because each 3D scan measurement involves setting up the scanner, registering multiple scan positions, processing the point cloud, and extracting the dimensional result from the mesh. There are more setup variables than with a contact gauge, and each introduces its own variability.
The reproducibility component of scanning GR&R is typically larger than for CMMs because different operators may position the scanner at different distances, angles, and with different scan paths, all of which affect the data quality and the extracted dimension. For scanning-based inspection to be used in a regulated production environment, formal GR&R studies are not optional. They are the evidence that the measurement system is fit for purpose, and they identify specifically which sources of variability (operator setup, registration procedure, software settings) need to be controlled to achieve the GR&R target.
When You Do Not Need High Accuracy: Calibrating the Decision
A significant portion of 3D scanning work in engineering organizations is done at a higher accuracy level than the application requires, because the engineer defaults to the most capable scanner available or applies inspection-level accuracy standards to workflow steps that do not need them. Understanding where lower accuracy is not only acceptable but preferable saves project time and cost without compromising outcomes.
Concept Models and Form Studies
When the purpose of a scan is to capture the general shape and proportions of a physical object for reference during a design process, dimensional accuracy is almost irrelevant. A designer using a scan of an existing product as context reference for a new design needs to see the overall proportions, understand the ergonomic envelope, and reference the key interface points. Millimeter-level accuracy is more than adequate for this purpose, and a handheld consumer-grade scanner or photogrammetry from a smartphone is entirely appropriate.
Using a precision structured light scanner for this application adds cost and time for capability that never benefits the project. The scan data will not be used for inspection or reproduction. It will be used as a visual reference, and the accuracy of a 0.5mm scanner is indistinguishable from a 0.01mm scanner when the output is a reference mesh displayed on a monitor.
Large Structure Documentation
As-built documentation of buildings, facilities, and large infrastructure has very different accuracy requirements from precision part inspection. For architectural as-built documentation, 5 to 15mm accuracy is typically adequate for all design purposes: clash detection, renovation planning, MEP coordination, and general space planning. Millimeter-level accuracy is needed only for specific structural verification work or for applications that involve tight fabrication tolerances against the as-built structure.
The appropriate scanner for large structure documentation is usually a terrestrial laser scanner (LiDAR), not a structured light scanner. Terrestrial LiDAR covers the scale efficiently and achieves the 1 to 5mm accuracy that the application requires. Attempting to scan a building interior with a structured light system designed for precision mechanical parts would take weeks and thousands of scan positions without delivering meaningfully better results for the architectural application.
Simulation and FEA Geometry
As discussed in the application table, simulation geometry needs accuracy matched to the simulation’s sensitivity, not to the part’s manufacturing tolerance. Many FEA simulations are relatively insensitive to geometric accuracy at the 0.5 to 1.0mm level. A fatigue analysis of a structural weld that is insensitive to 1mm changes in the weld toe geometry does not need a scan more accurate than 0.1mm. Running a sensitivity analysis on the simulation model to determine which geometric parameters most affect the result is the correct way to determine the required scan accuracy for simulation input, rather than defaulting to the part’s manufacturing tolerance as the standard.
Practical Scanner Selection: Matching Accuracy to Application
Translating the accuracy requirements determined by the above analysis into a scanner selection decision involves matching the required accuracy (from the 4:1 or 10:1 ratio applied to the tightest tolerance) against the demonstrated accuracy of available scanner systems, verified by VDI/VDE 2634 or ISO 10360 test data rather than by unsubstantiated manufacturer claims.
The Decision Framework
Apply the following decision sequence for any new scanning application:
Identify the tightest tolerance in the application: the tightest manufacturing tolerance for inspection work, the tightest fit requirement for reproduction work, or the geometric sensitivity threshold for simulation work.
Apply the appropriate ratio: 10:1 for production inspection and precision reproduction, 4:1 minimum for lower-stakes applications where the full uncertainty budget is known and manageable.
Calculate the required accuracy: required accuracy = tolerance / ratio.
Add margin for the full uncertainty budget: if multiple scan positions will be needed (registration error) or if reconstruction will be performed (reconstruction error), add 50 to 100 percent margin to the scanner accuracy requirement to accommodate these additional error sources.
Check scanner specifications against VDI/VDE 2634 data: compare the required accuracy against the scanner’s probing error from VDI/VDE 2634 testing, not the marketing accuracy figure.
Consider volumetric accuracy at your part size: if the part is larger than the scanner’s single-capture volume, apply the volumetric accuracy formula at the expected total scan extent to verify the accuracy is still adequate at that scale.
Run a GR&R study before committing to production inspection: for any application where pass-fail decisions will be made on production parts, formally verify the measurement system’s GR&R against the tolerance before releasing the inspection method.
When to Switch Measurement Technologies
Sometimes the right answer is not a different scanner but a different measurement technology altogether. CMM probing remains superior to 3D scanning for critical dimensional inspection when the tolerances are tighter than 0.02mm, when legal traceability of individual measurement results is required, when the feature geometry is too complex for reliable scanner access (deep bores, undercut features, thread forms), or when the production rate is low enough that the speed advantage of scanning does not justify its lower accuracy.
A CMM hybrid workflow, using structured light scanning for overall surface capture and CMM probing for specific critical features, combines the coverage advantage of scanning with the accuracy advantage of probing. This is the approach described in the previous article’s treatment of thread reconstruction and is broadly applicable to any engineering metrology application where scanning alone cannot meet the accuracy requirement for all features but provides value for surface-level geometry capture.
Frequently Asked Questions
Q: How accurate does a 3D scan need to be for reverse engineering?
For reverse engineering machined parts with standard manufacturing tolerances (typically 0.05 to 0.20mm), a structured light scanner with 0.01 to 0.05mm accuracy is generally adequate. For precision-toleranced parts (H7/H6 fits, tolerances of 0.01 to 0.02mm), CMM probing for critical features is needed because structured light scanning cannot meet the 10:1 measurement uncertainty ratio at these tolerance levels. Use the 10:1 rule as a starting point: divide your tightest tolerance by 10 to get the required scanner accuracy, then verify this is achievable including the full uncertainty budget (scanner + registration + reconstruction errors combined).
Q: What is the difference between accuracy and resolution in 3D scanning?
Resolution (or point spacing) describes how densely the scanner samples the surface: the distance between adjacent measurement points in the point cloud. Accuracy describes how close each point’s measured position is to the true position of the surface at that point. A scanner can have very fine resolution (many closely spaced points) while being inaccurate (each point’s position is wrong by a significant amount). Resolution determines the smallest feature the scan can represent. Accuracy determines whether the represented geometry is dimensionally correct. For engineering applications, accuracy is almost always the more critical specification.
Q: What is volumetric accuracy in 3D scanning and why does it matter for large parts?
Volumetric accuracy describes how scanner accuracy degrades over large measurement volumes when multiple scan positions are combined. It is often expressed as a formula: base accuracy + distance-dependent error (for example, 0.02mm + 0.04mm per meter). For a 500mm part, this formula gives 0.02 + 0.02 = 0.04mm volumetric accuracy. For a 2000mm structure, it gives 0.02 + 0.08 = 0.10mm. Volumetric accuracy matters because engineers often verify scanner adequacy against part tolerances using the single-scan accuracy figure, without accounting for how accuracy degrades when the scan is extended across a larger area through multiple registered positions. Always calculate volumetric accuracy at your specific part size, not just the single-scan accuracy.
Q: What does VDI/VDE 2634 mean on a 3D scanner specification sheet?
VDI/VDE 2634 is the German guideline series for testing the accuracy of optical 3D measuring systems. When a scanner specification sheet references VDI/VDE 2634, it means the stated accuracy was measured using standardized test artifacts (calibrated spheres and ball bars) following defined test procedures. This makes the accuracy figure comparable across different manufacturers because the same test method was used. Without a VDI/VDE 2634 or ISO 10360 reference, an accuracy figure on a specification sheet may reflect only a best-case measurement in optimized laboratory conditions, not a reproducible representation of real-world performance.
Q: What is the 4:1 measurement uncertainty ratio in 3D scanning?
The 4:1 measurement uncertainty ratio is a minimum standard from ASME B89 measurement guidelines stating that a measurement system’s expanded uncertainty should be no more than one-quarter of the tolerance being verified. For 3D scanning: if your part’s tightest tolerance is 0.10mm, your scanner’s expanded uncertainty (combining scanner accuracy, registration error, mesh processing, and reconstruction errors) must be 0.025mm or better to meet the 4:1 minimum. The 10:1 ratio (0.010mm expanded uncertainty for 0.10mm tolerance) is a more conservative and widely recommended target that provides adequate margin for all practical error sources in a real scanning workflow.
Q: Do I need a GR&R study for 3D scanning inspection?
Yes, for any 3D scanning application where pass-fail decisions on production parts will be made, a formal gauge repeatability and reproducibility (GR&R) study is required by most quality management systems (AIAG MSA, IATF 16949, AS9100) to demonstrate that the measurement system is fit for purpose. A GR&R study measures the total measurement variation from the scanner and the inspection procedure (repeatability) and from different operators and setups (reproducibility), then expresses it as a percentage of the tolerance band. GR&R below 10 percent of tolerance is considered capable. Above 30 percent is considered not capable.
Q: Can I use a consumer-grade 3D scanner for engineering work?
Consumer-grade 3D scanners (including many handheld scanners marketed for hobbyist and prosumer use) typically achieve accuracy in the 0.1 to 1.0mm range. They are suitable for engineering applications that do not require precision: concept model capture, ergonomic form studies, large reference geometry, visual reference meshes for design context, and 3D printing reference geometry at FDM resolution levels. They are not suitable for inspection, precision reverse engineering for reproduction, fit-critical assembly work, or any application where tolerances are tighter than 0.5mm. Before using any scanner for an engineering application, calculate the required accuracy using the 10:1 rule and compare against the scanner’s VDI/VDE 2634 or ISO 10360 verified accuracy figure.
Conclusion:
The answer to the question this article started with, how accurate does a 3D scan need to be, is now a framework rather than a number: identify the tightest tolerance or geometric sensitivity in your application, divide by the appropriate ratio (10:1 for inspection and precision reproduction, 4:1 minimum otherwise), account for the full uncertainty budget through the workflow, and match the resulting required accuracy to a scanner with VDI/VDE 2634 or ISO 10360 verified performance at that level.
The two most expensive mistakes in scanner selection are overspecifying (paying for accuracy that the application cannot use) and underspecifying (using a scanner that cannot meet the application’s accuracy requirement, discovering this problem after the scan data has already been used to make decisions). Both mistakes are preventable with the framework above, applied before the scan project begins rather than after it has delivered ambiguous results. Accuracy specification is an engineering decision, not a purchasing default
For engineers who regularly work with scan data, developing the habit of calculating the measurement uncertainty budget for every new scanning application, rather than relying on rule-of-thumb or the scanner on hand, is one of the most durable improvements to scan-to-CAD workflow quality. The calculation takes thirty minutes the first time and five minutes for subsequent similar applications. The insight it provides, that the scanner’s stated accuracy is only part of the story, prevents the class of errors that arise from trusting specification sheets without understanding what they measure and what they do not.