AutoCAD’s default LINE command draws from a start point to an end point. That covers the vast majority of drafting tasks. But regularly, engineers and designers need something more specific: starting a new line precisely at the midpoint of an existing one, drawing a line whose own centre sits on a specific reference point, or positioning a centre mark that extends equally in both directions.
This comes up constantly in real drawing work. Placing centre lines through bolt holes. Drawing a symmetrical cut indicator across a component. Bisecting a wall opening. Positioning a slot centred on a datum. AutoCAD does not have a single dedicated button for this workflow, but it has four efficient methods that professional users rely on daily. Knowing which method to reach for in each situation is what separates fast, accurate drafters from those who resort to workarounds.
This guide covers all four practical methods for drawing a line from its midpoint in AutoCAD. Each method has full numbered steps, a clear explanation of when to use it, and a real engineering context. A method-chooser table at the top lets you identify the right approach before you start. Common mistakes and their fixes are covered at the end.
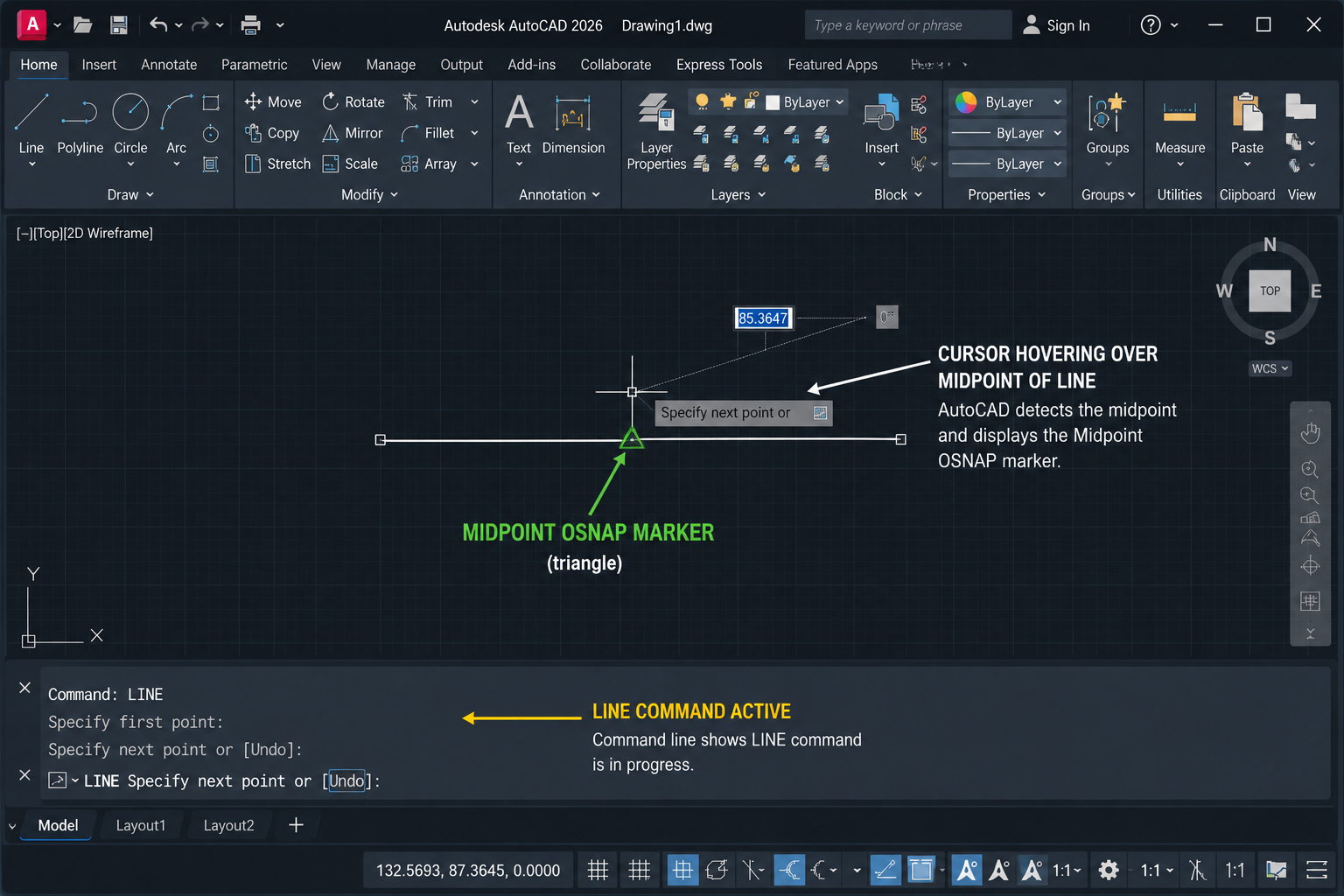
| Quick Fix: Fastest method for most situations: activate the LINE command (L + Enter). When prompted for the first point, type MID and press Enter. Hover over the line or object whose midpoint you want. When the midpoint triangle marker appears, click. AutoCAD snaps your line start precisely to that midpoint. Specify the endpoint as normal. |
Understanding the Two Different Midpoint Situations
Before choosing a method, it helps to be clear about which of two distinct situations you are in:
| Situation | Description | Best Method |
| Start a new line AT the midpoint of an existing object | You want to snap the start point of your new line to the exact midpoint of an existing line, arc, or polyline segment | Method 1: OSNAP MIDpoint Override |
| Draw a line whose OWN midpoint sits on a specific location | You want a line to grow symmetrically from a clicked point, with equal length on each side, the clicked point becomes the line’s own centre | Method 4: LISP (LMP), or Method 2 with tracking |
| Start from a point offset from a midpoint by a known distance | You need to begin drawing a specific distance away from a midpoint reference rather than at the midpoint itself | Method 3: FROM Command |
| Draw from a derived midpoint with no existing object at that location | The midpoint you need is between two objects but not on either one, you want to track from both and draw from their midpoint intersection | Method 2: Object Snap Tracking |
Misidentifying which situation you are in is the most common reason users apply the wrong method and produce lines that look approximately correct but are not precisely positioned. Taking ten seconds to identify your situation before starting saves significant correction time.
Method Chooser: Which Approach Fits Your Situation?
| Method | Best For | Skill Level | Speed | Produces Exact Symmetry? | Extra Setup Needed? |
| 1: OSNAP MIDpoint Override | Starting any line from the midpoint of an existing object | Beginner | Very fast (seconds) | No, starts at midpoint, ends where you choose | None |
| 2: Object Snap Tracking | Drawing from derived midpoints; symmetrical constructions; positions not on existing objects | Intermediate | Fast once practised | Yes, with ORTHO or POLAR on | OSNAP + Tracking must both be on (F3 + F11) |
| 3: FROM Command | Starting a line at a precise measured offset from a midpoint | Intermediate | Moderate | Not directly | None |
| 4: LISP Utility (LMP) | True symmetrical lines centred on a clicked point; automated midpoint-centred drawing | Any level | Very fast once loaded | Yes, specifically designed for this | One-time LISP file download and load |
Method 1: OSNAP MIDpoint Override, Fastest for Existing Objects
The OSNAP MIDpoint override instructs AutoCAD to snap the very next point you pick to the midpoint of whichever object the cursor is hovering over. It is a one-time override that works during any drawing or modifying command that asks for a point. It is instantaneous, requires no setup, and is accurate to full drawing precision.
When to Use This Method
Use Method 1 any time you need to start a new line (or any other object) precisely at the midpoint of an existing line, arc, or polyline segment. Common real-world uses: drawing a perpendicular bisector from the middle of a structural member, snapping a leader line to the midpoint of a component edge, starting a centre line from the midpoint of a wall, or connecting geometry to the exact centre of a part boundary.
Full Step-by-Step
- Verify that Object Snap (OSNAP) is active. Press F3 to toggle it on. The OSNAP button in the status bar should appear highlighted.
- Type L and press Enter to start the LINE command. AutoCAD displays the prompt: Specify first point:
- At this prompt, type MID and press Enter. This activates a one-time midpoint OSNAP override for the next pick only.
- Move your cursor over the line, arc, or polyline segment you want to start from. Watch for the midpoint triangle marker (a small yellow triangle) to appear at the object’s midpoint.
- When the triangle marker appears, click to confirm. AutoCAD snaps the line start precisely to that midpoint.
- Move your cursor to specify the direction and distance of the new line. Type an exact distance and press Enter, or click a second snap point.
- Press Enter or Esc to end the LINE command.
Enabling Midpoint as a Running OSNAP (Always On)
If MIDpoint is already enabled in your running OSNAP settings, you do not need to type MID at all. The triangle marker appears automatically whenever your cursor is near the midpoint of any object. To enable it:
- Right-click the OSNAP button in the status bar.
- Select Object Snap Settings.
- In the Drafting Settings dialogue, tick Midpoint and click OK.
| Running OSNAP vs One-Time Override: Use the running OSNAP setting (always on) when you regularly need midpoint snaps during a drawing session. Use the MID one-time override when you need to force a midpoint snap on a specific object while there are other OSNAP points nearby that might otherwise take priority. The override always wins over the running setting for that one pick. |
Method 2: Object Snap Tracking from a Midpoint
Object Snap Tracking is one of AutoCAD’s most powerful precision tools and one of the most underused. It lets you project alignment paths outward from acquired OSNAP points and draw from positions derived from those points, even when no object exists at the target location. For midpoint work, it enables you to draw from any position that is horizontally, vertically, or angularly aligned with a midpoint.
When to Use This Method
Use Method 2 when the position you want to draw from is not on an existing object but is derived from one or more midpoints. Examples: drawing from the geometric centre of a rectangle (intersection of horizontal and vertical midpoint tracking paths), finding the midpoint along a path between two existing objects, or projecting a line from the mid-height of a wall without an explicit object at that height.
Required Settings
- OSNAP on: Press F3 (must be active).
- Midpoint ticked in OSNAP settings: Right-click OSNAP > Object Snap Settings > tick Midpoint.
- Object Snap Tracking on: Press F11 to toggle on, or click the tracking icon in the status bar.
Full Step-by-Step
- Type L and press Enter to start the LINE command.
- Move your cursor slowly over the midpoint of your reference object. Pause for one second until the midpoint triangle marker and a small + sign both appear. Do not click, just hover. The + sign confirms the point is acquired for tracking.
- Move your cursor away from the reference object. A dotted tracking path will extend from the acquired midpoint along the alignment direction.
- Position your cursor along the tracking path at the desired distance. The dynamic tooltip shows the tracked distance from the midpoint.
- Click to place the start point of your line at this tracked position.
- Specify the endpoint of the line as normal.
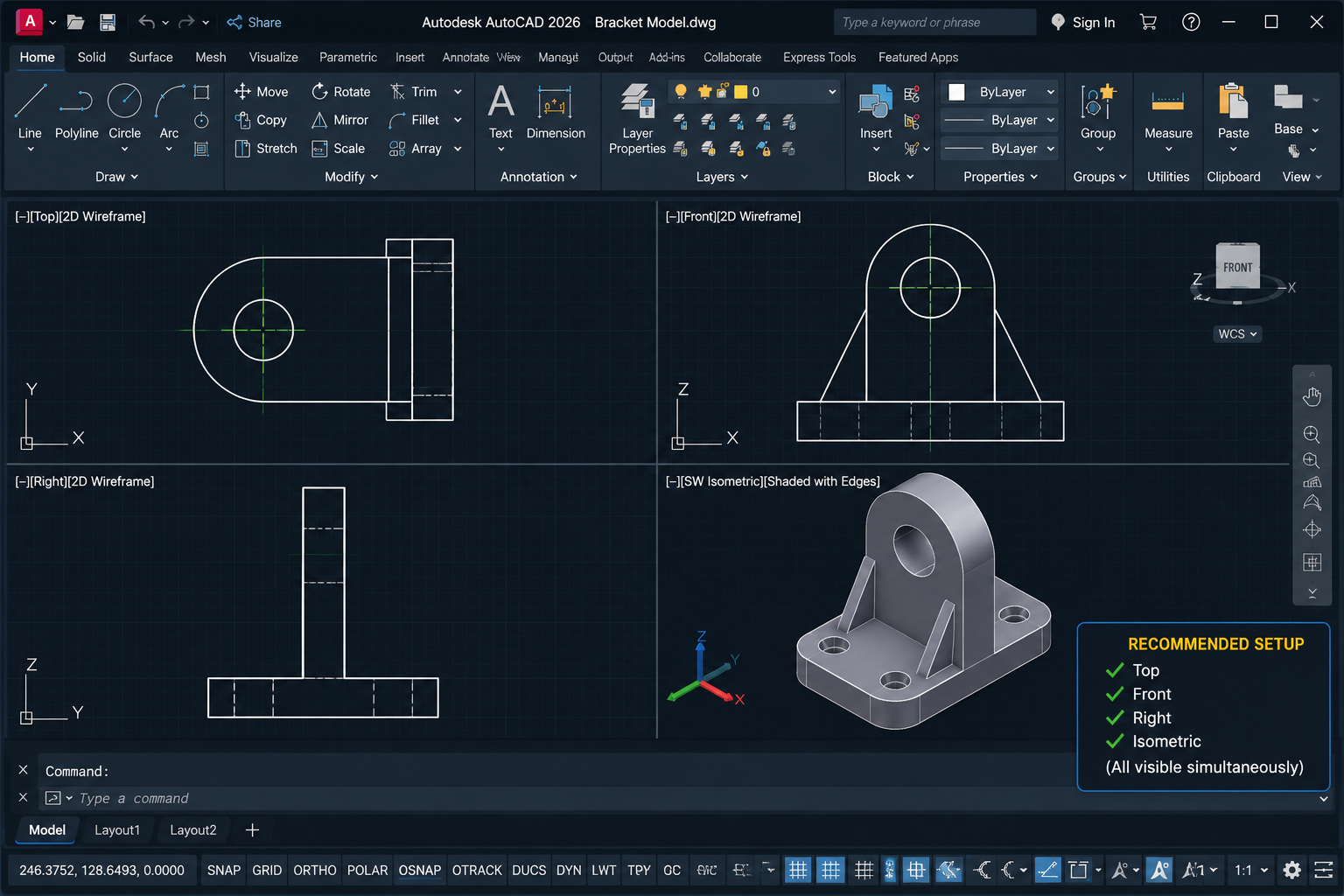
| Quick Overview: The process of creating a 3D model from 2D views in AutoCAD has five stages: (1) Read and understand the 2D orthographic views to mentally reconstruct the 3D shape. (2) Set up the 3D Modelling workspace and configure visual styles. (3) Draw 2D profiles on the correct planes using the UCS. (4) Use solid creation commands (EXTRUDE, REVOLVE, LOFT, SWEEP, PRESSPULL) to generate 3D geometry from those profiles. (5) Use Boolean operations (UNION, SUBTRACT, INTERSECT) to combine and cut geometry to produce the final form. |
Method 3: The FROM Command with Midpoint Offset
The FROM command is a transparent command in AutoCAD that lets you specify any drawing point as an offset from a reference point rather than as an absolute or relative coordinate. It is one of the most useful precision tools for situations where your start point is a known distance away from a reference snap point.
When to Use This Method
Use Method 3 when you need to start drawing at a specific measured distance from a midpoint. Examples: starting a slot 30mm to the right of the midpoint of a plate edge, drawing a feature 15mm above the midpoint of a horizontal reference line, or positioning a hole offset a calculated distance from a centre point.
Full Step-by-Step
- Type L and press Enter.
- At the Specify first point: prompt, type FROM and press Enter.
- AutoCAD prompts: Base point:. Type MID and press Enter to activate the midpoint OSNAP override for the base point selection.
- Hover over and click the object whose midpoint you want to use as the reference. AutoCAD acquires this midpoint as the FROM base point.
- AutoCAD prompts: <Offset>:. Type a relative coordinate using the @ prefix. Examples:
- @30,0: 30 units to the right of the midpoint
- @-30,0: 30 units to the left of the midpoint
- @0,15: 15 units above the midpoint
- @0,-15: 15 units below the midpoint
- Press Enter. AutoCAD places the start point at the offset position from the midpoint.
- Specify the endpoint of the line as normal.
| Worked Example: You have a 200mm horizontal line and need to draw a perpendicular line starting 60mm to the right of its midpoint. Activate LINE. Type FROM, Enter. Type MID, Enter. Click the 200mm line. When AutoCAD prompts for Offset, type @60,0 and press Enter. Your line now starts at exactly 160mm from the left end of the reference line (60mm right of the midpoint at 100mm). No calculation, no construction geometry needed. |
Method 4: The LineMidPoint LISP Utility (LMP)
For situations where you genuinely need a line whose own midpoint sits on a specific clicked point the line grows equally outward in both directions simultaneously the most direct solution is the free LineMidPoint LISP routine (command: LMP). Originally created by Kent Cooper and extended by Lee Mac with OSNAP support and a fixed-distance mode, it makes AutoCAD behave like a circle command but for lines.
When to Use This Method
Use Method 4 when you want to draw a line by specifying its midpoint first rather than its endpoints. The line grows symmetrically from the clicked point. Ideal for: placing bisector lines on engineering drawings, drawing centre lines that extend equally beyond a feature, creating symmetric construction lines, and any situation where equal extension on both sides of a reference point is the primary requirement.
Step 1: Download and Load the LISP File
- Download LineMidPoint.lsp from the CAD Forum (cadforum.cz) search for LineMidPoint or from Lee Mac’s extended version in the Autodesk Community forum thread ‘Draw a line from its midpoint’.
- Save the file to a stable permanent location (e.g. C:\AutoCAD-Tools\LineMidPoint.lsp).
- In AutoCAD, type APPLOAD and press Enter.
- In the Load/Unload Applications dialogue, click Browse and navigate to LineMidPoint.lsp.
- Select it and click Load. The command line should confirm: LineMidPoint.lsp successfully loaded.
- Click Close.
Load Automatically on Every AutoCAD Start: To avoid reloading the file each session, click Startup Suite Contents in the APPLOAD dialogue, add LineMidPoint.lsp, and click Close. The LMP command will then be available automatically every time AutoCAD opens, no manual loading needed.
Step 2: Using the LMP Command
- Type LMP and press Enter.
- AutoCAD prompts for the midpoint of the line. Click the point you want to be the centre of the new line, or type MID and click an existing object to snap to its midpoint.
- A dynamic preview of the line appears, extending symmetrically in both directions from the picked midpoint as you move the cursor.
- Move the cursor to define the direction the line should extend (use ORTHO with F8 for horizontal/vertical, or POLAR for angled lines).
- For an exact total length: press D and Enter to enter distance mode. Type the total line length (not half-length) and press Enter, then confirm direction by clicking.
- Click to confirm. AutoCAD draws the line with the specified centre point as its exact midpoint.
How to Draw a Line of Exact Length Centred on a Point
A very common mechanical engineering drawing task is producing a line of exact total length whose midpoint lands precisely on a reference point, for example, an 80mm centre line centred on the axis of a 40mm diameter hole. Here are two solid methods without needing the LISP file.
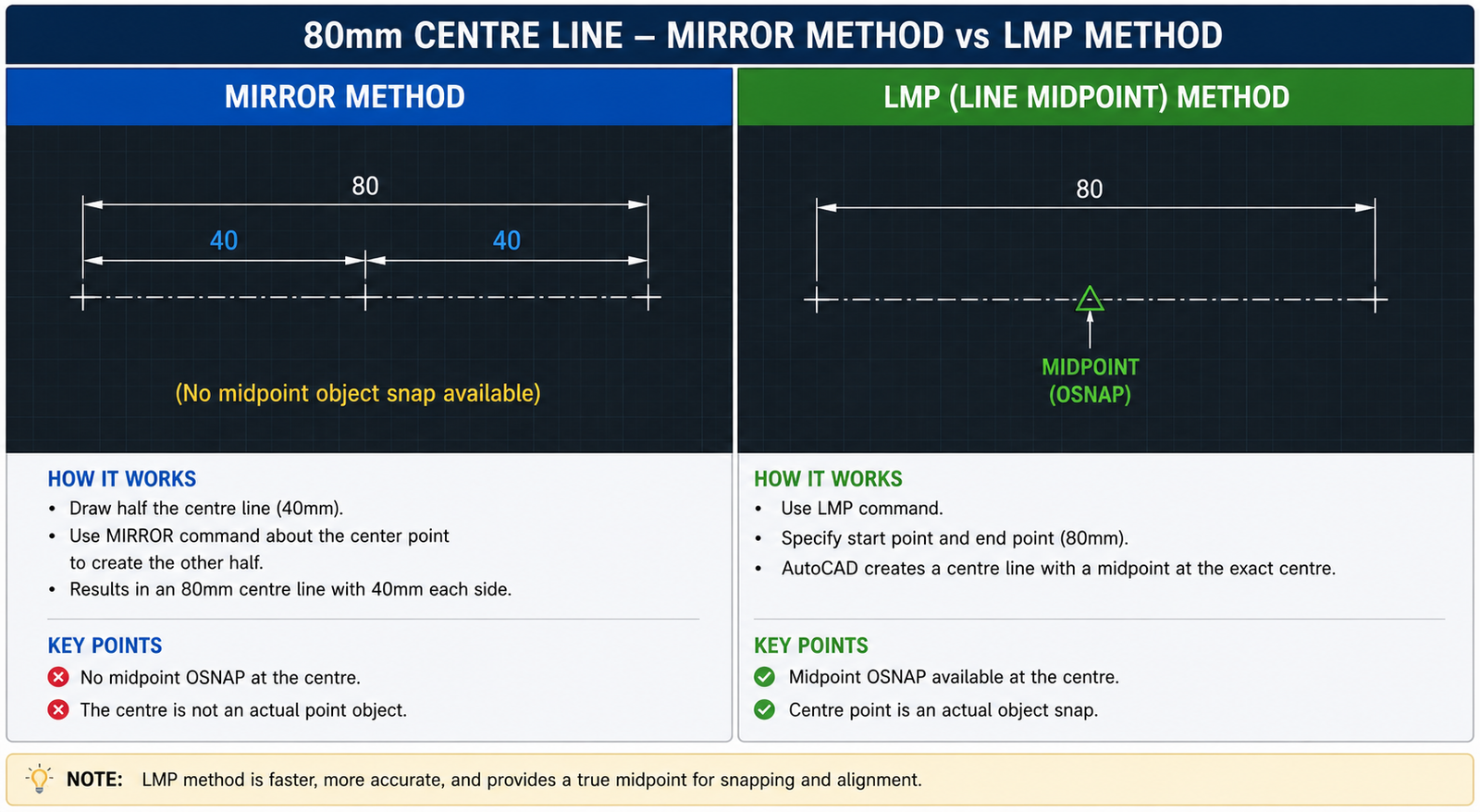
Approach A: Draw Half, Then Mirror
- Activate LINE (L, Enter).
- Snap to the reference point using MID OSNAP or Object Snap Tracking.
- With ORTHO on (F8), draw in one direction to exactly half the required total length. For an 80mm line, type 40 and Enter.
- Press Esc to end LINE.
- Type MI (MIRROR) and Enter. Select the half-line. Press Enter.
- Define the mirror line by snapping to the original reference point and specifying a perpendicular direction (type @0,1 for vertical axis, @1,0 for horizontal axis).
- Type N (No) when asked to delete source objects. Both halves now form a perfectly centred line of the required total length.
Approach B: Draw Full Length, Then Move to Centre
- Draw the full-length line anywhere using LINE and direct distance entry.
- Type M (MOVE) and Enter. Select the line. Press Enter.
- For the base point, type MID and Enter, then click the line itself to snap the base point to the line’s own midpoint.
- For the destination, click or snap to the reference point where the line midpoint should land.
- Press Enter. The line is now positioned with its own midpoint exactly at the reference location.
| Which is Faster? Approach B (draw then MOVE to midpoint) is faster for single lines. Approach A (half then MIRROR) produces two separate line objects, which is useful if you need to trim or extend each half independently later. For repeated midpoint-centred line drawing throughout a session, Method 4 (LMP) is always the most efficient choice. |
Drawing Centre Lines Through Circles, Arcs, and Rectangular Features
In mechanical engineering drawing, centre lines must pass precisely through the geometric centre of holes, shafts, arcs, and symmetric features. AutoCAD does not auto-generate centre lines like parametric CAD tools do, so they are drawn manually using precise snapping.
Centre Line Through a Circle or Arc
- Set the current layer to your centre line layer (red or similar, CENTER2 linetype). Type LA to open Layer Manager.
- Type L and Enter to activate LINE.
- Type CEN and Enter (Centre OSNAP override). Click the circle. AutoCAD snaps to its exact centre.
- With ORTHO on (F8), move the cursor horizontally. Type the extension distance beyond the circle edge and press Enter. A typical extension is 3 to 5mm beyond the circumference.
- Press Esc. Activate LINE again, type CEN, Enter, click the circle again, this time move vertically and type the same extension distance for the crossing centre line.
Centre Line Bisecting a Rectangular Feature
- Activate LINE.
- Type MID and Enter. Click the bottom edge of the rectangle.
- With ORTHO on, move the cursor straight upward toward the top edge.
- Type MID and Enter. Click the top edge.
- Press Enter to end LINE. The result is a perfectly centred vertical line bisecting the rectangle.
Common Mistakes and How to Avoid Them
| Mistake | What Happens | How to Avoid It |
| OSNAP is off when attempting a midpoint snap | The cursor does not snap to any object points. The line starts at a random near-midpoint location that is not precisely accurate | Press F3 before any precision snap work to confirm OSNAP is active. Check the OSNAP button in the status bar is highlighted blue. |
| Midpoint not ticked in running OSNAP settings | The midpoint triangle marker never appears when hovering over a line midpoint, even with OSNAP on | Right-click the OSNAP button > Object Snap Settings > tick Midpoint. Or type MID as a one-time override before any individual midpoint pick. |
| Clicking before the midpoint snap marker is visible | The start point is placed near but not exactly at the midpoint | Slow down your hover. Wait for the yellow midpoint triangle to appear clearly before clicking. Never rush OSNAP picks. |
| Object Snap Tracking not acquiring the reference point | No dotted tracking path appears when moving the cursor away from a reference midpoint | You must hover over (not click) the OSNAP point and pause until the small + sign appears alongside the snap marker. That + confirms the point is acquired for tracking. |
| Forgetting ORTHO when drawing symmetrical or bisecting lines | The line extends at an unintended angle, producing a visually symmetric but geometrically incorrect result | Press F8 to toggle ORTHO on before specifying direction whenever horizontal or vertical precision is required. Use POLAR (F10) for consistent angled lines. |
| Drawing centre lines on the wrong layer | Centre lines appear as solid continuous lines instead of the dashed centre-line pattern | Always set the correct layer current before drawing. Click the layer dropdown in the Home ribbon or type LA and set the centre line layer current before activating the LINE command. |
Frequently Asked Questions (FAQ)
How do you draw a line from its midpoint in AutoCAD?
To draw a line starting from the midpoint of an existing object in AutoCAD, activate the LINE command (type L, Enter). At the Specify first point prompt, type MID and press Enter. Hover over the object whose midpoint you want. When the midpoint triangle snap marker appears, click. AutoCAD starts the line precisely at that midpoint. Then specify the endpoint as normal. This OSNAP MIDpoint override works for lines, arcs, polyline segments, and splines.
How do I snap to the midpoint of a line in AutoCAD?
Two methods: (1) Enable Midpoint in running OSNAP settings, right-click the OSNAP button in the status bar, select Object Snap Settings, tick Midpoint. The midpoint triangle marker then appears automatically when the cursor is near any object’s midpoint. (2) Use the MID one-time override, during any command that prompts for a point, type MID and press Enter to force the next pick to snap to the nearest midpoint, overriding all other running OSNAP settings for that single pick.
How do I draw a symmetrical line centred on a point in AutoCAD?
The most direct method is the free LineMidPoint LISP utility (LMP command). Download LineMidPoint.lsp from cadforum.cz, load it with APPLOAD, then type LMP and Enter. Click the centre point (or snap to a midpoint), move the cursor to set direction, press D for an exact total length, and confirm. Without the LISP file, draw a half-length line from the reference point, then MIRROR it to create the symmetric other half.
What is the FROM command in AutoCAD?
The FROM command is a transparent AutoCAD command that lets you specify any drawing point as a relative offset from a reference point. During any command that prompts for a point, type FROM and Enter. AutoCAD asks for a Base point (where you can use any OSNAP override, including MID). After picking the base point, AutoCAD asks for the Offset: type @X,Y values to specify the displacement from the base point. The command then starts the drawing operation at the calculated offset position.
How does Object Snap Tracking work for finding midpoints not on existing objects?
With OSNAP on (F3), Midpoint ticked, and Object Snap Tracking on (F11): during any drawing command, hover over (do not click) a reference object’s midpoint until a + sign appears. This acquires the midpoint for tracking. Move the cursor away and a dotted alignment path extends from the acquired point. To find a position that is the midpoint between two objects, acquire both reference midpoints and move the cursor toward their intersection. When both tracking paths cross, an X marker confirms the intersection position. Click to draw from that derived point.
Can AutoCAD automatically draw centre lines through circles and holes?
Standard AutoCAD does not automatically generate centre lines the way parametric CAD tools like SolidWorks or CATIA do. Centre lines must be drawn manually using the LINE command with CEN (Centre) and MID (Midpoint) OSNAP snaps on the correct centre-line layer. The AutoCAD Mechanical toolset (included with the full AutoCAD subscription) does include an automated centre mark and centre line tool for mechanical drawings. If you regularly draw mechanical components with many holes and arcs, the Mechanical toolset is worth enabling through the workspace switcher.
Conclusion
Drawing a line from its midpoint in AutoCAD is a recurring need in engineering and architectural drawing, and it becomes effortless once you know the right tool for each situation. The OSNAP MIDpoint override handles the everyday case of starting from an existing object’s midpoint in seconds. Object Snap Tracking extends this to derived positions with no existing geometry at the target. The FROM command covers offset-from-midpoint positioning with precision. And the LMP LISP utility delivers true symmetrical lines centred on a picked point, the one thing the standard LINE command genuinely cannot do natively.
Each method uses tools already built into AutoCAD or freely available. Practise each one on a simple test drawing and you will find they become instinctive within a single session. The common mistakes table covers the errors that slow most users down, and avoiding them from the start keeps your drawing accurate and your workflow efficient.
Return to the full guide: AutoCAD Tutorials for Beginners and Professionals. Continue with: How to Create a 3D Model from 2D Views in AutoCAD.