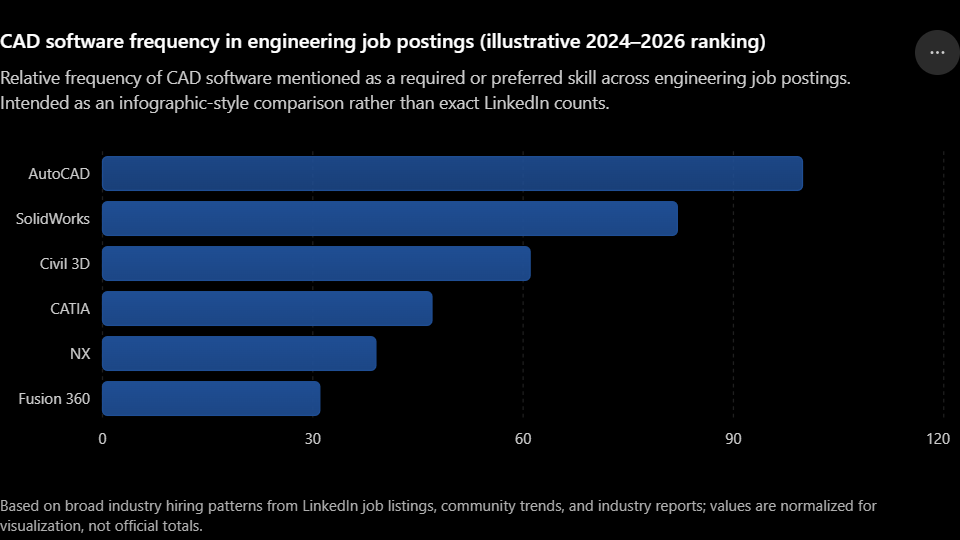
Most engineers learn the hard way that the decisions made during CAD modeling determine the majority of a product’s production cost. Not the decisions made on the factory floor, not the choices made during production planning, not the negotiations with suppliers. The modeling decisions. The geometry of each part. The number of fasteners. The direction each component inserts into the assembly. The presence or absence of locating features. These choices, made by an engineer in front of a screen weeks or months before a single unit is built, lock in somewhere between 70 and 80 percent of the total production cost before manufacturing has been given any input at all.
Design for Assembly (DFA) is the discipline of making those modeling decisions deliberately, with the assembly process in mind. Its roots trace to the formal methodology developed by Dr. Geoffrey Boothroyd and Dr. Peter Dewhurst at the University of Rhode Island in the early 1980s, which gave manufacturing engineering its first rigorous, quantifiable method for evaluating and improving assembly efficiency at the design stage. Four decades later, the core principles remain as relevant as ever, and modern CAD tools have made them faster to apply than at any previous point in history.
The gap between what DFA says and what most engineering teams actually do in their CAD models remains wide. The principles are known. The benefits are documented in hundreds of industry case studies. But most teams apply them inconsistently, late, or not at all, usually because no one has translated the methodology into the specific CAD modeling actions that implement each principle in practice.
This article closes that gap. Each principle is explained with the precision it deserves, connected to the specific CAD modeling technique that implements it, and grounded in the real production cost consequences of getting it right or wrong. The result is a resource that engineering teams can use immediately in their active design work, not after a DFA training course, not during a production debrief, but at the keyboard while the model is still being built.
Why Assembly Cost Is a CAD Problem, Not a Manufacturing Problem
The single most important concept in Design for Assembly is also the one most consistently misunderstood: assembly cost is determined by design decisions, not by assembly operations. Once a design is released to manufacturing, the assembly team can optimize their process, refine their tooling, train their workers, and implement lean principles, but they cannot change the fundamental cost structure that the design has locked in. They can only execute the assembly that the design requires.
This is why DFA must happen in the CAD environment, during the design phase, while changes are cheap. The cost of changing a part geometry in a CAD model is measured in engineer-hours. The cost of changing a part geometry after tooling has been cut is measured in tens of thousands of dollars and weeks of delay. The cost of discovering an assembly inefficiency during production ramp-up is measured in labor variances, yield losses, and missed launch targets.
The 80 Percent Cost Lock-In Reality
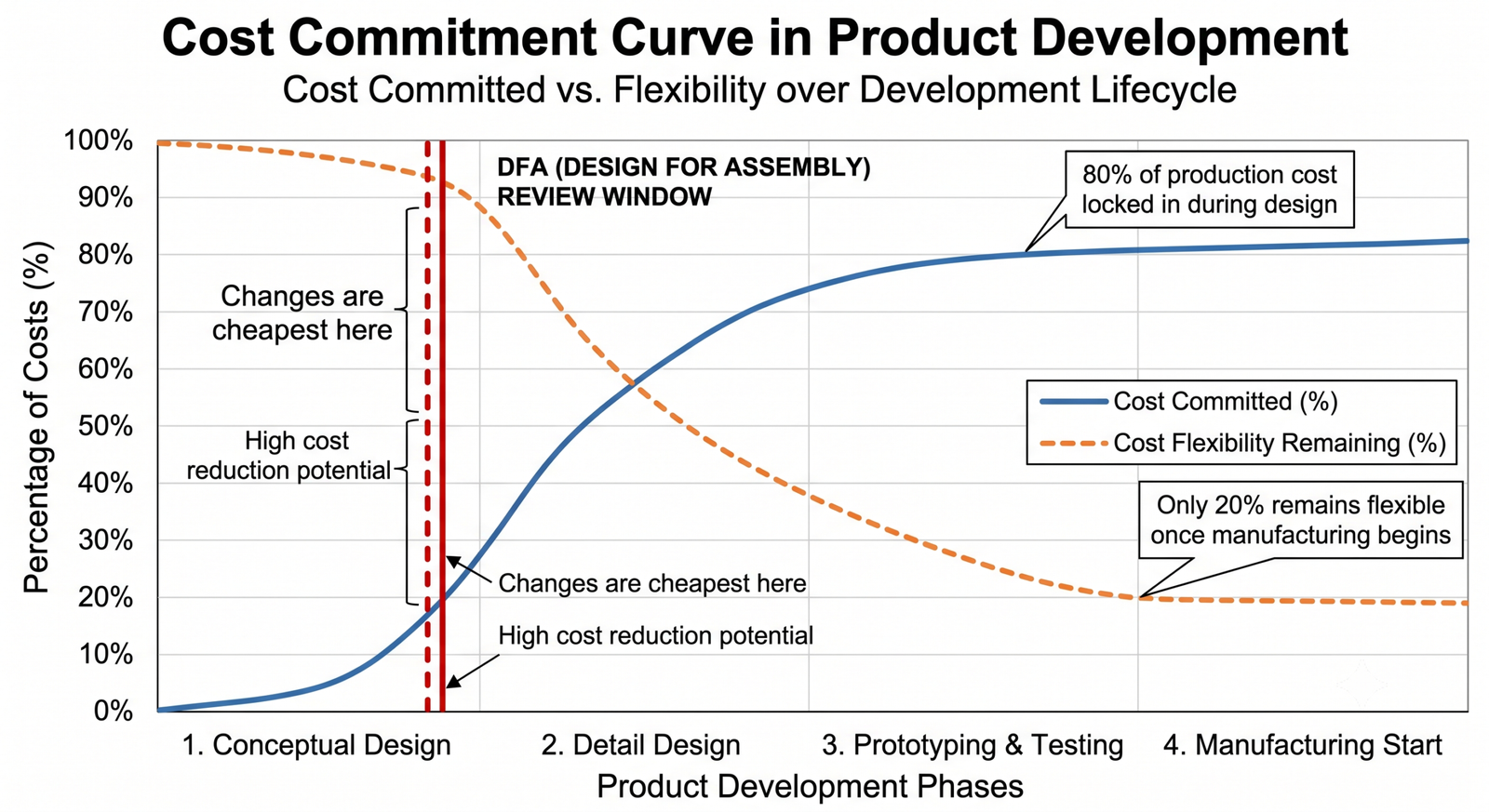
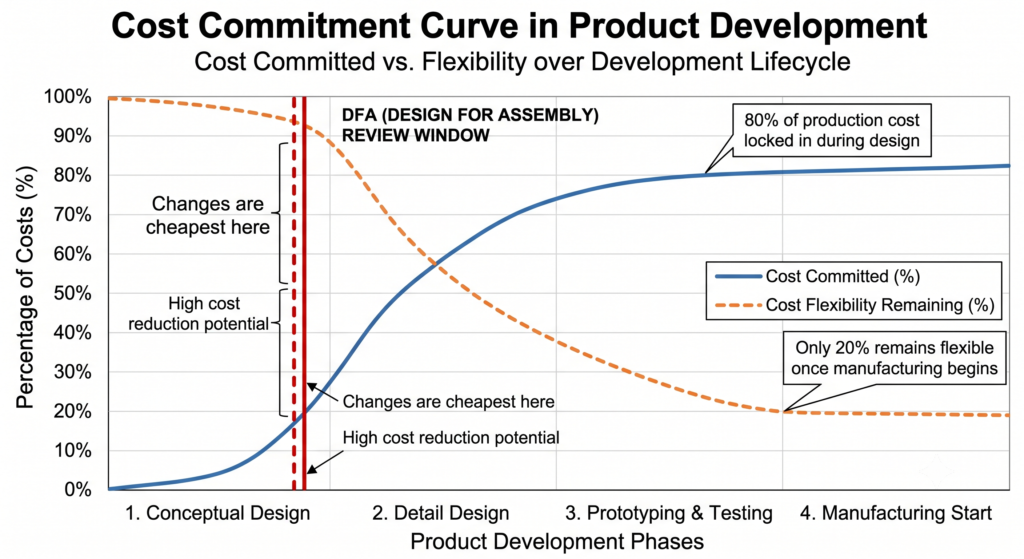
The figure cited most often in design economics literature is that approximately 80 percent of a product’s total cost is determined during the design phase. The specific percentage varies by product type and industry, but the directional truth is consistent across virtually every product category: the majority of manufacturing cost is embedded in the design before manufacturing has started.
This is not an abstract principle. It has a direct, mechanical explanation. Production cost is determined by part count (more parts equal more assembly operations), part geometry (complex geometry means complex tooling and handling), fastener count (every fastener is an insertion, torque, and verification operation), and assembly sequence complexity (more steps mean more opportunities for error and more labor time). Every one of these cost drivers is a direct output of CAD modeling decisions.
The DFA Efficiency Ratio: A Number Every Designer Should Know
The Boothroyd-Dewhurst methodology introduced a quantitative metric called the DFA efficiency ratio, which provides a numerical score for how efficiently a design can be assembled. The ratio is calculated by dividing the theoretical minimum assembly time (based on the minimum number of parts, each taking approximately three seconds to assemble perfectly) by the actual estimated assembly time for the current design.
A product with a DFA efficiency ratio of 30 percent is using only 30 percent of its theoretical assembly potential. The remaining 70 percent is being consumed by unnecessary parts, inefficient insertion operations, complex fastening sequences, and handling difficulties that could be eliminated through design changes. Most first-pass designs have efficiency ratios in the range of 15 to 35 percent. Products redesigned with DFA principles typically achieve ratios of 50 to 70 percent, representing a proportional reduction in assembly cost.
For a team that has never calculated their DFA efficiency ratio, the exercise alone is valuable: it quantifies the gap between the current design and its theoretical optimum and gives leadership a number-based justification for the time invested in DFA review.
| Industry Data Point A published Boothroyd-Dewhurst case study on a pedestrian traffic light controller showed that applying DFA methodology reduced assembly time from 758 seconds to 319 seconds per unit, a reduction of more than 57 percent, while cutting assembly cost by more than 82 percent. The part count reduction from the redesign was the primary driver of both improvements. This scale of improvement is not exceptional in DFA work. It is typical. |
The Minimum Part Criteria: The Most Powerful DFA Tool in Your Hands
Before any other DFA technique, before any discussion of fastener reduction or self-locating features, there is one question that every part in every assembly must answer. It is the foundation of the Boothroyd-Dewhurst methodology and the single most cost-impactful tool available to a design engineer applying DFA principles.
The minimum part criteria test asks three questions about each part in an assembly. If the part cannot answer yes to at least one of the three questions, it is a candidate for elimination or combination with another part. The three questions are:
- Does the part move relative to all other parts already assembled? Motion that is fundamental to the function of the product (a rotating shaft, a sliding mechanism, a pivoting lever) is a legitimate reason for a part to exist separately. Motion that is incidental or could be achieved through a different design (a separate cover that opens rather than being designed as a snap-on integrated feature) is not.
- Must the part be made of a different material than adjacent parts? Electrical insulation, thermal isolation, chemical resistance, or structural requirements that cannot be met by the same material as the surrounding parts justify a separate part. Cosmetic differences in material appearance generally do not.
- Must the part be separate to allow assembly of other parts? Some parts must be separate because their presence would prevent the assembly of everything else: a fastener that secures two halves together, a retaining ring that locks a shaft in position. If removing the part would make the rest of the assembly impossible, it justifies its existence. If the assembly could proceed equally well with the function integrated into an adjacent part, it does not.
Applying the Minimum Part Criteria in Your CAD Assembly
The practical way to apply this test is to open the assembly model and work through the BOM systematically, asking the three questions about every component. This is not a theoretical exercise: it requires looking at the 3D model and understanding the functional purpose of each part in the context of the complete assembly.
Parts that fail all three criteria are primary targets for elimination or combination. The CAD action is direct: use multi-body modeling or part consolidation to merge the function of the eliminated part into an adjacent component. Model the consolidated part, verify that the combined component can still be manufactured by the intended process, and update the assembly.
Parts that are borderline, where the answer to one of the three questions is uncertain, are targets for creative redesign. A part that might need to be separate because of its material requirement deserves a design question: could the same material serve both parts, or could a material change to one of them resolve the conflict? This kind of design question, prompted by the minimum part criteria test, often leads to more innovative solutions than the original design contained.
| Real Application A precision instrument manufacturer applied the minimum part criteria to a sensor mounting assembly with 23 components. Seventeen of those components failed all three criteria tests. After consolidation and elimination, the redesigned assembly used 9 components. Assembly time dropped by 61 percent. The redesigned parts were more complex individually but simpler collectively, and the manufacturing cost of the 9 complex parts was lower than the manufacturing and assembly cost of the original 23 simple ones. |
The True Cost of a Fastener: Why Every Screw Deserves Scrutiny
Nothing in DFA has a greater cost impact per unit than the decision to use a fastener. Engineers and product managers often focus on the procurement cost of fasteners, which is typically small, and miss the far larger system cost that every fastener generates. A fastener is not a ten-cent item. It is a ten-cent item surrounded by fifteen to forty-five dollars of associated costs that accumulate through the entire production process.
| Cost Element | Description | Typical Cost Multiplier vs Part Cost |
| Part procurement | Purchasing the fastener itself | 1x (base cost) |
| Inventory carrying | Stocking, tracking, reordering | 0.25x to 0.5x per year |
| Hole preparation | Drilling, tapping, counterboring | 2x to 5x part cost |
| Insertion labor | Manual or automated placement | 3x to 10x part cost |
| Torquing and verification | Torque wrench, click or electronic | 2x to 4x part cost |
| Inspection and rework | Missed fasteners, cross-threading | 5x to 20x (per defect) |
| Assembly tooling | Fixtures, bit sets, torque tools amortized | 0.5x to 2x part cost |
| Documentation | Assembly instruction authoring per fastener step | 1x to 3x part cost |
| Total system cost per fastener | Sum of all above elements | 15x to 45x part price |
The table above illustrates why DFA methodology treats fastener elimination as one of the highest-priority cost reduction opportunities in product design. The part cost of a standard M5 socket cap screw might be eight cents. The total system cost of that screw, including hole preparation, insertion, torquing, verification, tooling amortization, and the portion of assembly instruction authoring attributable to that step, commonly reaches several dollars per unit. Multiply by the fastener count per product and by the annual production volume, and the cumulative cost of fasteners across a product’s lifecycle becomes a significant financial target.
Fastener Reduction Strategies and Their CAD Implementation
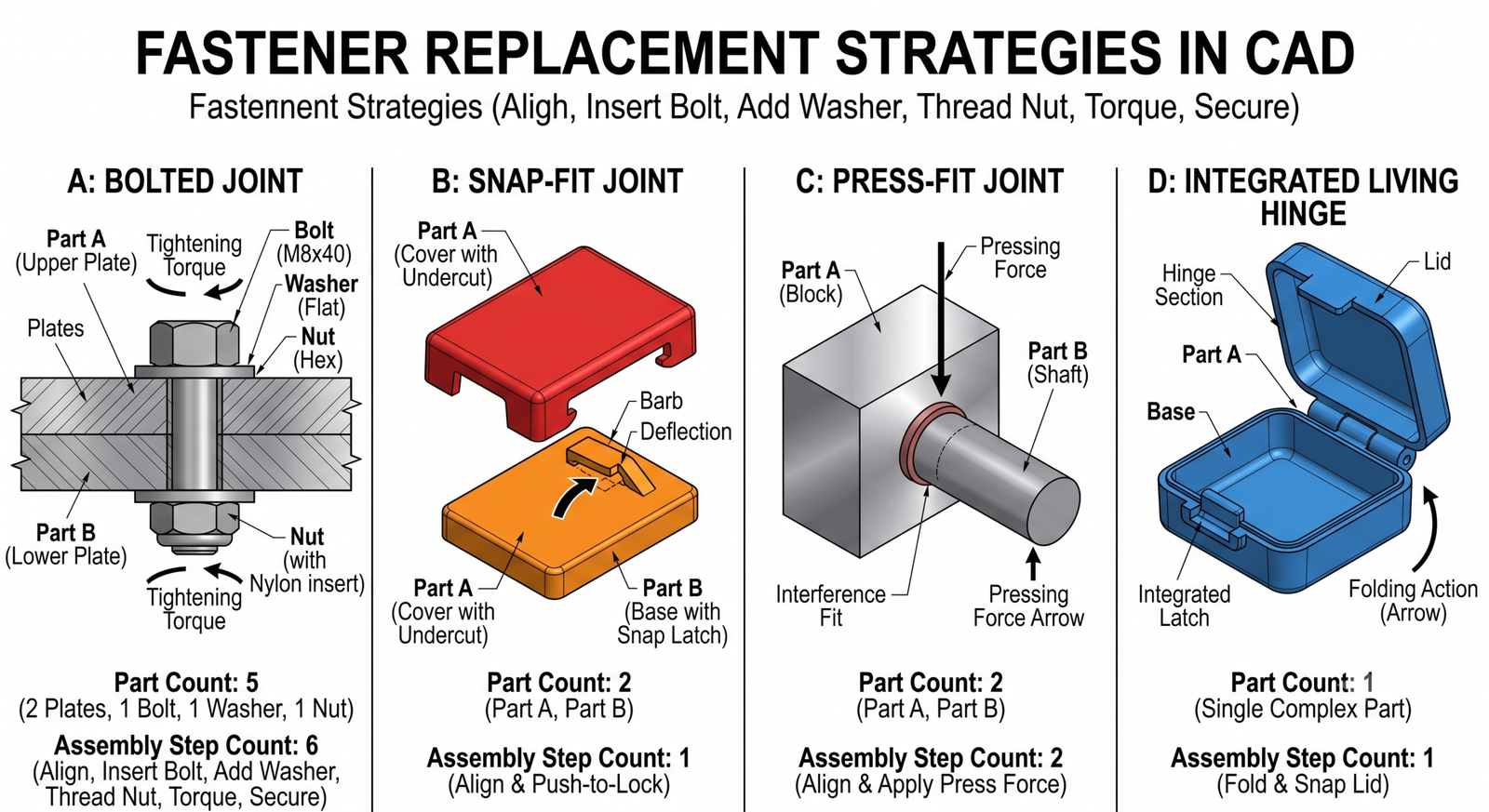
Snap-fit joints are the most common fastener replacement strategy in injection-molded plastic components. A cantilever snap-fit is a feature integrated directly into one of the mating parts: a flexible arm with a catch geometry that deflects during assembly and springs back to lock the joint. Designing effective snap-fits in CAD requires attention to the arm length, thickness, and deflection angle, as well as the catch geometry and the retention force. Most CAD platforms include simulation tools for snap-fit deflection analysis.
Press-fit and interference-fit joints eliminate fasteners for components that require permanent or semi-permanent assembly. A shaft pressed into a bore, a bearing pressed into a housing, an insert pressed into a plastic molding. The CAD design requires precise specification of the interference value, which must account for both parts’ dimensional tolerances and material modulus. Typical metal-to-metal interference fits specify between 0.01 and 0.05 mm of interference depending on diameter and application.
Integral hinge features replace separate hinge hardware in plastic and thin-sheet metal designs. A living hinge in a plastic part is a thin section connecting two thicker sections, flexible enough to bend repeatedly without fracture. Designing a living hinge in CAD requires specifying the hinge thickness (typically 0.3 to 0.5 mm for polypropylene), the hinge width, and the mold geometry that produces a consistent cross-section along the full hinge length.
Clinching and self-piercing rivets replace bolted joints in sheet metal assemblies where access for tightening is limited. These cold-forming operations create permanent joints without heat or consumables. CAD design requirements include specifying the minimum sheet thickness for the process, the edge distances from the clinch point, and the clearance for the tool head in the assembly.
Welding and adhesive bonding are appropriate replacements for fasteners when the joint is permanent and the materials are compatible. Designing for welding requires attention to joint accessibility for the welding process, minimum material thickness for the process, and the weld bead geometry that can be inspected after joining.
When Fasteners Are the Right Answer
DFA does not mean zero fasteners. It means every fastener is justified. Fasteners remain appropriate when the joint must be serviceable (accessible for disassembly and reassembly during maintenance), when material combinations make bonding or forming joints impractical, when the joint must transmit specific loads that integral features cannot reliably handle, or when regulatory requirements mandate bolted connections with torque verification for safety-critical joints.
The discipline is to make this justification explicit during design review. For every fastener that remains in the design after a DFA review, the engineer should be able to state which of these conditions it satisfies. A fastener whose presence cannot be justified by functional necessity is a candidate for elimination regardless of how conventional its use may seem.
Top-Down Assembly Direction: The One Principle That Transforms Assembly Lines
Of all the geometric principles in DFA, the assembly direction principle has the most direct and measurable impact on production line efficiency. It is also the one that is most consistently violated in product designs that were modeled without assembly process in mind.
The principle is simple: all components should insert into the assembly from the same direction, ideally from above along the vertical axis, using gravity as an assembly aid rather than working against it. When every part drops or slides into position from above, the assembly line can be optimized for a single-direction workflow. Fixtures are simpler. Automation is feasible. Operators develop consistent, repeatable motions. Inspection can verify the complete assembly state at each stage with a single visual check.
What Violations of the Assembly Direction Principle Look Like
Violations of the top-down assembly principle are easily identified in the CAD model: any component that requires a horizontal insertion, an upward insertion against gravity, or a rotation during insertion is a violation. Any fastener that must be accessed from the bottom of an assembly is a violation. Any subassembly that must be inverted at any point during the assembly sequence is a violation.
These violations are modeled into the design when engineers focus on the product’s functional geometry without considering the sequence of operations required to assemble it. A side-entry connector that is functionally equivalent to a top-entry connector but requires a different insertion direction, a bottom-mounted PCB that requires flipping the chassis, a horizontal cross-bolt that could be replaced by a vertical fastener, all of these are assembly direction violations that add cost with no functional benefit.
Auditing Assembly Direction in Your CAD Model
The CAD model makes this audit straightforward. In your assembly model, create a rendering or screenshot with the nominal assembly orientation (the orientation in which the product would sit on the assembly line). Then review every component’s insertion path:
- Does the component insert from above? Green light.
- Does the component insert horizontally? Evaluate whether the geometry can be redesigned to allow top-down insertion.
- Does the component insert from below? This is the most expensive violation. Redesign for top-down access is strongly recommended.
- Does the component require rotation during insertion? Model the rotation motion in the assembly to quantify the access space required and the operator motion involved.
Most CAD assembly tools allow you to define assembly sequences and animate the assembly process. Using this animation to verify insertion direction is one of the fastest ways to identify direction violations before they reach the shop floor.
Designing the Assembly Sequence Into the CAD Model
Beyond auditing insertion directions, experienced DFA practitioners design the assembly sequence into the CAD model explicitly. This means creating exploded views that represent the assembly sequence step by step, with each step showing one insertion operation in the correct direction. Exploded view drawings that are generated from the CAD model serve double duty: they communicate assembly intent to the production team and they force the design engineer to mentally rehearse the assembly process during the design phase, catching direction violations before they are molded into physical tooling.
Self-Locating and Self-Aligning Features: Eliminating Positioning Labor
Positioning and locating parts during assembly is invisible labor. It happens at every assembly step, takes time, introduces variability, and is almost never captured in standard time studies. An assembler who picks up a component and spends three seconds rotating it, translating it, and visual-checking its position before seating it is performing positioning labor that does not appear in the assembly work instruction but contributes directly to cycle time and quality risk.
Self-locating features built into CAD geometry eliminate this positioning labor by making the correct assembly position the only position the part can occupy. The part drops into position, guided by its own geometry, and requires no visual positioning check because the geometry itself provides the confirmation of correct placement.
Types of Self-Locating Features and Their CAD Implementation
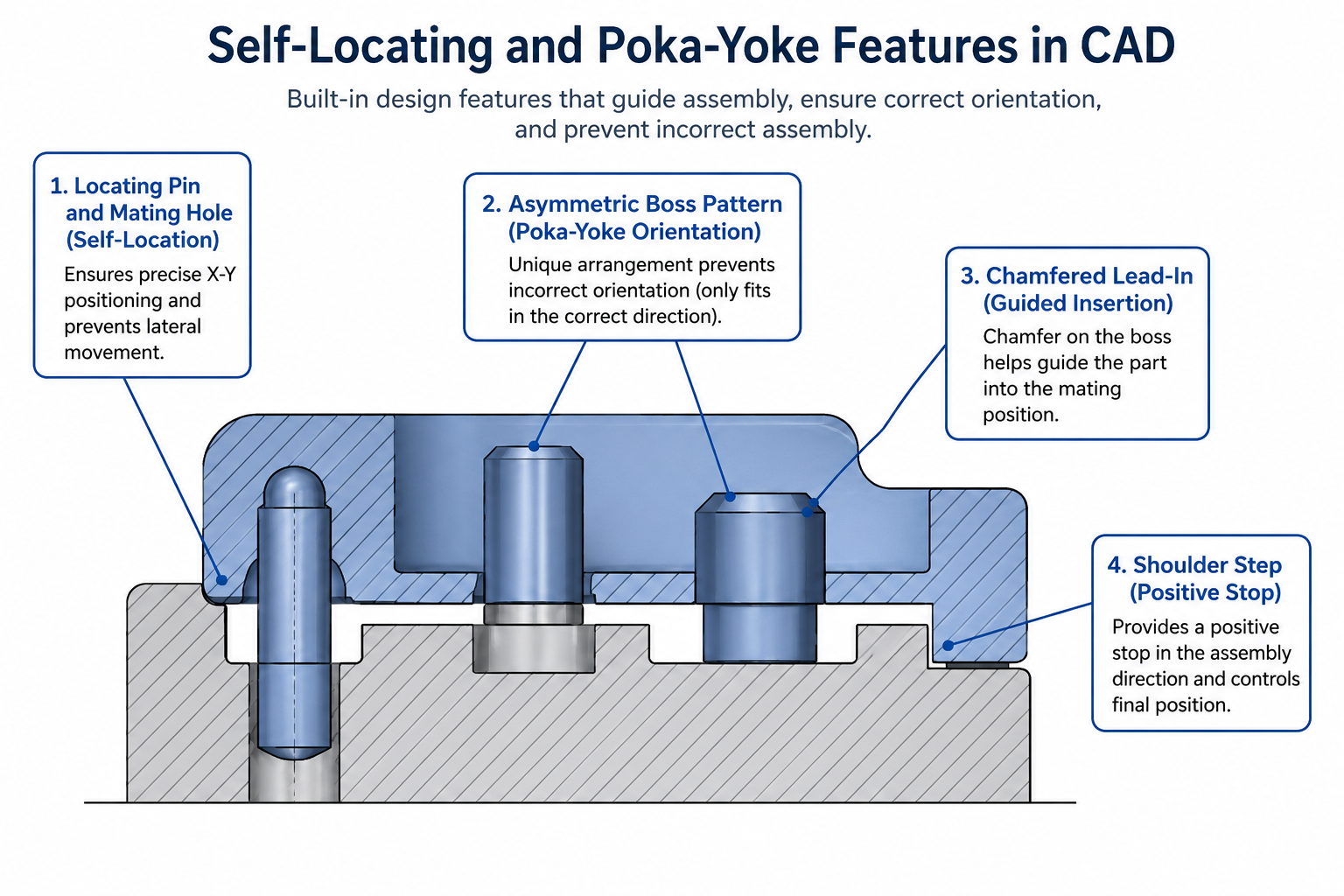
Locating pins and mating holes are the most common self-locating feature pair. A cylindrical pin on one part mates with a corresponding hole on the adjacent part. The pin diameter and hole diameter are specified with a clearance fit that allows insertion without jamming while providing positioning accuracy. For most applications, a locational clearance fit (H7/h6 tolerance class) provides the right balance between ease of insertion and positional repeatability.
Mating bosses and recesses provide location in two axes simultaneously. A rectangular boss on one part seats in a corresponding rectangular recess on the mating part, locating the component laterally in both the X and Y directions simultaneously. Chamfers or lead-in radii on the boss edges guide the component into position during insertion, reducing the precision required of the assembler’s hand placement.
Shoulder steps and rabbet joints provide location in the assembly direction as well as in the plane perpendicular to it. A stepped shoulder on one part seats against a corresponding step on the mating part, providing a positive stop in the assembly direction and lateral location simultaneously. This feature type is common in optical and electronic assemblies where component positioning must be precise in all three dimensions.
V-groove and cone features provide self-centering location for circular components. A conical lead-in on a shaft end guides the shaft into a matching bore without requiring the assembler to align the shaft precisely before insertion begins. The cone geometry converts lateral misalignment into a guided insertion motion, reducing insertion difficulty significantly for components that must be assembled without visual access to the mating bore.
The Clearance Fit Balance in Self-Locating Design
Self-locating features must balance two competing requirements: tight enough clearances to provide useful positional accuracy, and loose enough clearances to allow easy insertion without jamming. The correct clearance depends on the positional accuracy required by the function of the part and the manufacturing tolerances achievable for the locating features.
A common error is specifying self-locating features with clearances appropriate for a precision measurement instrument in a product that only requires assembly-level positional accuracy. The result is expensive tight-tolerance machining on locating features that do not need to be precise, adding manufacturing cost without improving function. Calculate the required positional accuracy from the functional requirements, specify the minimum clearance that achieves that accuracy, and do not tighten the tolerance further without a specific functional justification.
Poka-Yoke in CAD: Designing Out the Possibility of Mis-Assembly
Poka-yoke is a Japanese manufacturing term meaning mistake-proofing. In the context of DFA and CAD modeling, it refers to designing geometric features into parts that make incorrect assembly physically impossible. A part that can only be assembled in one orientation cannot be assembled backwards. A connector with a polarizing key cannot be plugged in reversed. A cover with an asymmetric boss pattern cannot be installed on the wrong side.
Poka-yoke is one of the highest-value DFA investments because it eliminates an entire category of quality cost: mis-assembly detection and rework. When a part cannot be assembled incorrectly, there is no need to inspect for incorrect assembly, no rework when incorrect assembly is detected, and no field return when incorrect assembly escapes into a shipped product.
Designing Asymmetry as a Mistake-Proofing Tool
The most straightforward poka-yoke technique is deliberate asymmetry. A symmetric part can always be assembled in multiple orientations. If not all of those orientations are correct, the symmetric design is an assembly error waiting to happen. The CAD fix is to introduce asymmetry that makes the correct orientation geometrically unique.
This asymmetry can be subtle: an off-center boss, a chamfer on one corner but not the others, a hole shifted slightly from the centerline. It does not need to be large enough to change the visual appearance of the part significantly. It only needs to be large enough that the part physically cannot be seated correctly in the wrong orientation. The assembly operation itself becomes the test: if the part seats correctly, it is correctly oriented.
Keying and Polarizing Features in CAD
Keyed joints are poka-yoke features for rotational components. A key on a shaft mating with a keyway in a hub ensures that the hub can only be installed in the designed angular orientation. This is functional as well as mistake-proofing: the key transmits torque, so its presence is justified by the minimum part criteria. The poka-yoke benefit comes for free as part of the functional design.
Polarizing keys for electrical connectors follow the same principle. A polarizing rib on one half of a connector body mates with a corresponding groove on the other half, preventing incorrect orientation of the mating connector. Designing this feature into the CAD model requires attention to the rib geometry, the mating clearance, and the interference with adjacent connector bodies if multiple connectors are present in close proximity.
Part Numbering and Color Coding as Poka-Yoke
Physical poka-yoke extends to documentation and visual management. Parts that are visually similar but functionally different are a persistent source of assembly errors. Two O-rings of slightly different diameters, two springs with different stiffnesses, two PCBs with different firmware, cannot be distinguished at the assembly station without deliberate design intervention.
The CAD-level response is to design visible differentiation into similar parts wherever possible: different colors specified in the model appearance settings and called out on the drawing, dimensional differences large enough to be visible without measurement, or part marking requirements (laser etching, embossed part numbers) designed into the model geometry. The assembly instruction, generated from the CAD model, calls attention to the difference at the step where the correct part must be selected.
Part Standardization: The Supply Chain DFA Dividend
DFA is most commonly discussed as a part count and assembly time problem. Its impact on the supply chain is equally significant but receives far less attention. Every unique part in a product requires its own procurement relationship, its own incoming inspection protocol, its own storage location, its own reorder point calculation, and its own obsolescence management. The administrative cost of part variety is a real and substantial component of total product cost.
Part standardization reduces this cost by consolidating variety: using one common fastener size across an entire product family rather than five different sizes, using one standard bearing type wherever bearing interfaces appear, using one O-ring compound and one set of standard sizes rather than specifying custom seals for each application. Every part that can be standardized reduces the supply chain complexity that the organization must manage.
Building a Standard Parts Library in CAD
The most effective way to enforce part standardization at the design level is through a standard parts library within the CAD environment. A library of approved standard components, fasteners, bearings, seals, connectors, and hardware, configured in the CAD tool as drag-and-drop components with pre-defined parameters, makes selecting a standard part faster than creating a custom one. When the path of least resistance is to use a standard part, most engineers will take it.
Building this library is a team-level investment: it requires agreement on which standard parts are approved, collaboration with procurement to verify that approved parts are reliably available, and maintenance of the library as standards evolve. But the investment is repaid every time an engineer reaches for the library instead of specifying a new custom component. In a team of ten engineers, the library saves hours per week in aggregate and prevents the supply chain complexity that custom parts generate.
Standardizing Interfaces, Not Just Parts
Beyond standardizing individual parts, DFA at the platform level means standardizing the interfaces between parts: the bolt patterns, the pilot diameters, the connector pinouts, the mounting feature envelopes that define how components attach to each other. When interfaces are standardized, components become interchangeable: a replacement sensor that fits the same mounting interface as the original requires no chassis modification. An updated motor with the same shaft diameter and keyway specification drops into the same assembly without change.
This kind of interface standardization is the basis of product platform strategy: designing a family of products that share common interfaces, common structural elements, and common procurement items. The DFA benefit at the platform level is multiplicative: every assembly efficiency improvement made to a shared interface or common component applies to every product in the platform, not just to the one that was being designed when the improvement was made.
Designing for Automated Assembly: The Future-Proofing Dimension of DFA
Many engineering teams design for manual assembly and then discover later that the product cannot be economically automated when production volumes increase. Retrofitting a design for automated assembly after it has been released to production is expensive and time-consuming. Designing for both manual and automated assembly from the beginning, with no additional cost, is a DFA discipline that pays off when the automation decision is made.
Automated assembly systems, whether robotic pick-and-place, vibratory bowl feeding, or vision-guided placement, have specific geometric requirements that manual assembly does not. Parts that are not designed to these requirements cannot be economically fed, oriented, or placed by automation, regardless of how efficiently a human assembler can handle them.
Design Rules for Automation Compatibility
Part geometry must support reliable bowl feeding. Vibratory bowl feeders work by using the part’s geometry to self-orient it as it moves along the feeder track. Parts must be stable in at least one preferred orientation and must not tangle with each other in bulk storage. Thin, flexible parts, parts with hooks or protrusions that interlock, and parts with no stable flat reference surface cannot be reliably bowl-fed. The CAD fix is to ensure that the part has a stable, flat surface for bowl-feeding orientation and no features that cause entanglement.
Part symmetry should be maximized or made completely functional. A part that is symmetric about all axes can be placed by an automated system in any orientation and it will always be correct. A part that is nearly symmetric but has a subtle asymmetric feature requires expensive vision-guided orientation correction. If functional asymmetry is required, make it obvious and large enough for reliable vision detection. If the asymmetry is not functionally required, remove it and design a poka-yoke feature into the mating part instead.
Insertion forces must be within robot gripper specifications. Press-fit and snap-fit joints that require large insertion forces may exceed the force capability of standard robotic end-effectors. Specify insertion forces in the design documentation and verify them against the planned automation system’s force capacity. High insertion forces are also more likely to cause part damage during automated assembly, so minimizing them improves both automation compatibility and part quality.
Compliant lead-ins are essential for blind assembly operations. When a robot cannot visually verify alignment before insertion, compliant geometry on the mating features guides the part into position despite small positional errors in the robot’s placement. Large chamfers (typically 30 to 45 degrees), generous radii on lead-in surfaces, and spring-loaded compliance mechanisms in the robot gripper work together to accommodate the positional uncertainty that all automated assembly systems exhibit.
Connecting DFA for Automation to CAD Tolerancing
The tolerances specified in the CAD model have a direct bearing on automation compatibility. Tight tolerances on locating features relative to the positional repeatability of the planned automation system create systematic assembly failures: the robot places the part, the tolerance is at the tight end, and the snap-fit or press-fit feature jams rather than engaging. Designing tolerances to accommodate the repeatability of the automation system, not just the functional requirement of the joint, is a DFA discipline that prevents costly automation debug after first-of-production builds.
The DFA CAD Checklist: A Pre-Release Audit for Every Assembly
The following checklist operationalizes all of the DFA principles covered in this article into a structured pre-release audit that any engineer can complete against their CAD assembly before design freeze. Each checkpoint is paired with the question that triggers it and the specific CAD action to take if the checkpoint is not passed.
| DFA Checkpoint | Check | CAD Action if Failed |
| Each part passes minimum part criteria | Does it move? Different material? Must be separate? | Combine or eliminate the part |
| Part count is at or below DFA efficiency target | Count parts, calculate efficiency ratio | Identify lowest-efficiency parts first |
| No part requires two-hand insertion | Simulate one-handed handling in assembly model | Add lead-in, reduce mass, add grip feature |
| All parts insert from one direction (top-down) | Check all insertion vectors in assembly | Redesign to align insertion to Z-axis |
| Every fastener has been challenged | Can this joint use snap-fit, press-fit, or weld? | Replace fastener with integral joint feature |
| Self-locating features present on all parts | Do parts have pins, bosses, pockets to locate? | Add alignment features to mating parts |
| Poka-yoke geometry prevents all mis-assembly | Can this part be installed wrong? | Add asymmetry, key, or polarity feature |
| Standard fasteners only (where fasteners remain) | Are all fastener types from approved standard list? | Replace non-standard with closest standard |
| No blind assembly steps required | Can operator see every insertion? | Redesign for visual access during assembly |
| Simulation run for assembly sequence | Has DMU or motion study confirmed access? | Adjust geometry for tool and hand clearance |
| BOM reviewed for duplicate part numbers | Identical parts carry same part number? | Consolidate to single part, update BOM |
| Assembly instructions authored from CAD | Are instructions generated from model? | Create assembly exploded view in CAD |
This checklist is most effective when it is applied before design freeze rather than after it. Apply it during detailed design, when the model is complete enough to audit but before tooling commitments have been made and before drawings have been released. The cost of acting on checklist findings during design is the engineer’s time. The cost of acting on the same findings after tooling release is an order of magnitude higher.
Frequently Asked Questions
Q: What is Design for Assembly (DFA) and why does it matter for CAD engineers?
Design for Assembly is the practice of designing products so that they are faster, cheaper, and more reliable to assemble. It was formalized by Dr. Geoffrey Boothroyd and Dr. Peter Dewhurst in the 1980s and remains one of the highest-ROI practices in product development. It matters for CAD engineers specifically because assembly cost is determined by design decisions, not manufacturing decisions. The geometry of each part, the number of fasteners, the insertion direction, the presence or absence of self-locating features: all of these are CAD modeling choices that lock in assembly cost before manufacturing has started. Applying DFA during modeling, not after release, is when the impact is greatest.
Q: What is the minimum part criteria test in DFA?
The minimum part criteria is a three-question test applied to every component in an assembly to determine whether it genuinely needs to be a separate part. The three questions are: Does it move relative to all other parts? Must it be made of a different material? Must it be separate to allow the assembly of other components? A part that cannot answer yes to at least one of these questions is a candidate for elimination or combination with an adjacent part. Applying this test systematically to every component in a design is typically the single highest-impact DFA activity.
Q: How does reducing part count reduce production costs?
Reducing part count reduces production cost through multiple simultaneous mechanisms. Fewer parts mean fewer assembly operations, reducing direct labor time. Fewer parts mean fewer procurement relationships, reducing supply chain administrative cost. Fewer parts mean fewer storage locations and lower inventory carrying cost. Fewer parts mean fewer interfaces where dimensional variation accumulates, reducing the probability of fit issues and rework. And fewer parts mean simpler assembly instructions, shorter operator training, and lower probability of assembly errors reaching finished goods.
Q: What are self-locating features in CAD and how do they reduce assembly cost?
Self-locating features are geometric elements designed into mating parts that guide each component into its correct assembled position automatically, without requiring the assembler to manually position and check alignment. Examples include locating pins and mating holes, mating bosses and recesses, shoulder steps and rabbet joints, and conical lead-ins on shaft ends. They reduce assembly cost by eliminating the positioning labor that assemblers perform at each step without it appearing in the assembly work instruction. They also improve quality by ensuring consistent positioning regardless of the individual assembler’s skill level.
Q: How does poka-yoke apply to CAD design?
Poka-yoke in CAD means designing geometric features that make incorrect assembly physically impossible. Deliberate asymmetry prevents symmetric parts from being installed in wrong orientations. Polarizing keys prevent connectors from being inserted reversed. Off-center boss patterns prevent covers from being installed on the wrong face. The value of poka-yoke features is that they eliminate an entire category of quality cost: mis-assembly detection, rework, and field returns caused by incorrectly assembled products. A part that cannot be assembled wrong needs no downstream inspection for incorrect assembly.
Q: What is the DFA efficiency ratio and how is it calculated?
The DFA efficiency ratio is a quantitative metric from the Boothroyd-Dewhurst methodology that measures how efficiently a design can be assembled. It is calculated by dividing the theoretical minimum assembly time (the minimum number of parts multiplied by approximately three seconds per part for a perfect assembly operation) by the estimated actual assembly time for the current design. A ratio of 30 percent means the design is using 30 percent of its theoretical assembly efficiency potential. Most first-pass designs score between 15 and 35 percent. DFA-optimized designs typically reach 50 to 70 percent. The ratio provides a quantifiable improvement target and helps prioritize which assembly steps to address first.
Q: How do you design for automated assembly in CAD?
Designing for automated assembly requires ensuring that part geometry supports reliable bowl feeding or vision-guided placement, that part symmetry is either maximized (so any orientation is correct) or made obviously asymmetric (so vision systems can reliably detect orientation), that insertion forces are within robotic end-effector specifications, and that compliant lead-in geometry accommodates the positional uncertainty of the robot. Tolerances on locating features must be specified relative to the positional repeatability of the automation system, not just the functional requirement of the joint. These design decisions should be made during CAD modeling using the automation system specifications as design inputs.
Conclusion:
Every principle covered in this article reduces production cost. None of them require special software. None require a dedicated DFA team or a separate methodology certification. They require an engineer in front of a CAD model who knows what questions to ask about each component and each joint before the design is released.
The minimum part criteria test takes an afternoon to apply systematically to a mature assembly design. The assembly direction audit takes an hour with the 3D model open. Adding self-locating features to critical interfaces takes a day. Challenging every fastener against the alternatives takes a design review meeting. None of these activities cost more than a fraction of what they save when they catch an assembly inefficiency that would otherwise be built into production tooling
What DFA ultimately requires is a change in the question engineers ask themselves while modeling. The default question is: does this design meet the functional requirements? The DFA question adds: and can it be assembled efficiently, reliably, and without error? Adding the second question does not make the first one harder to answer. It makes the first answer more valuable, because a design that is both functional and assembly-optimized is genuinely better than one that is functional alone.
The Boothroyd-Dewhurst research that formalized DFA methodology showed that the biggest gains come from the earliest interventions: changes made during concept design cost almost nothing and can eliminate entire categories of assembly cost. Changes made during detailed design cost engineer-hours but save tooling investment. Changes made after tooling release cost serious money. The CAD model, open on your screen right now, is the cheapest intervention point in that sequence.
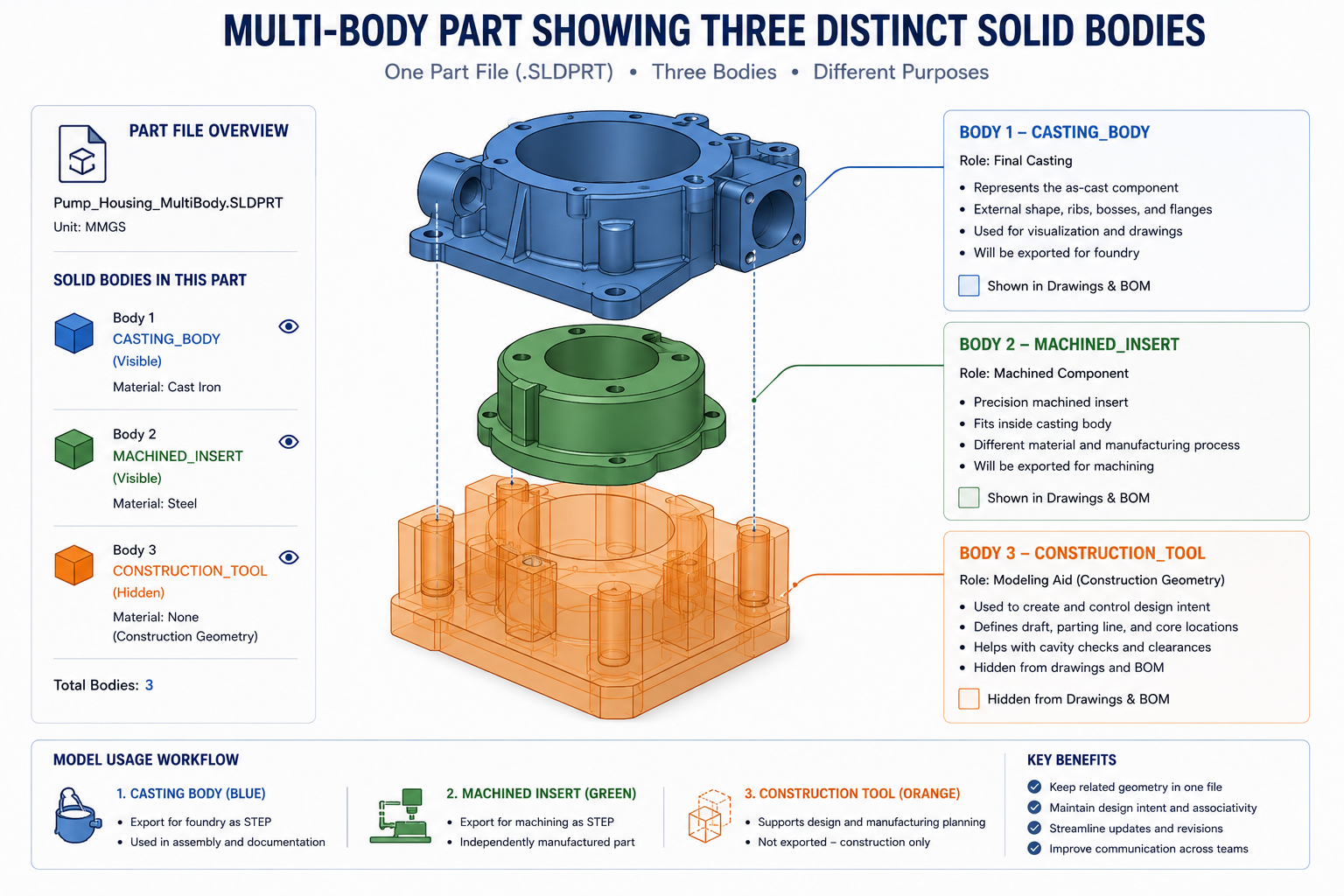
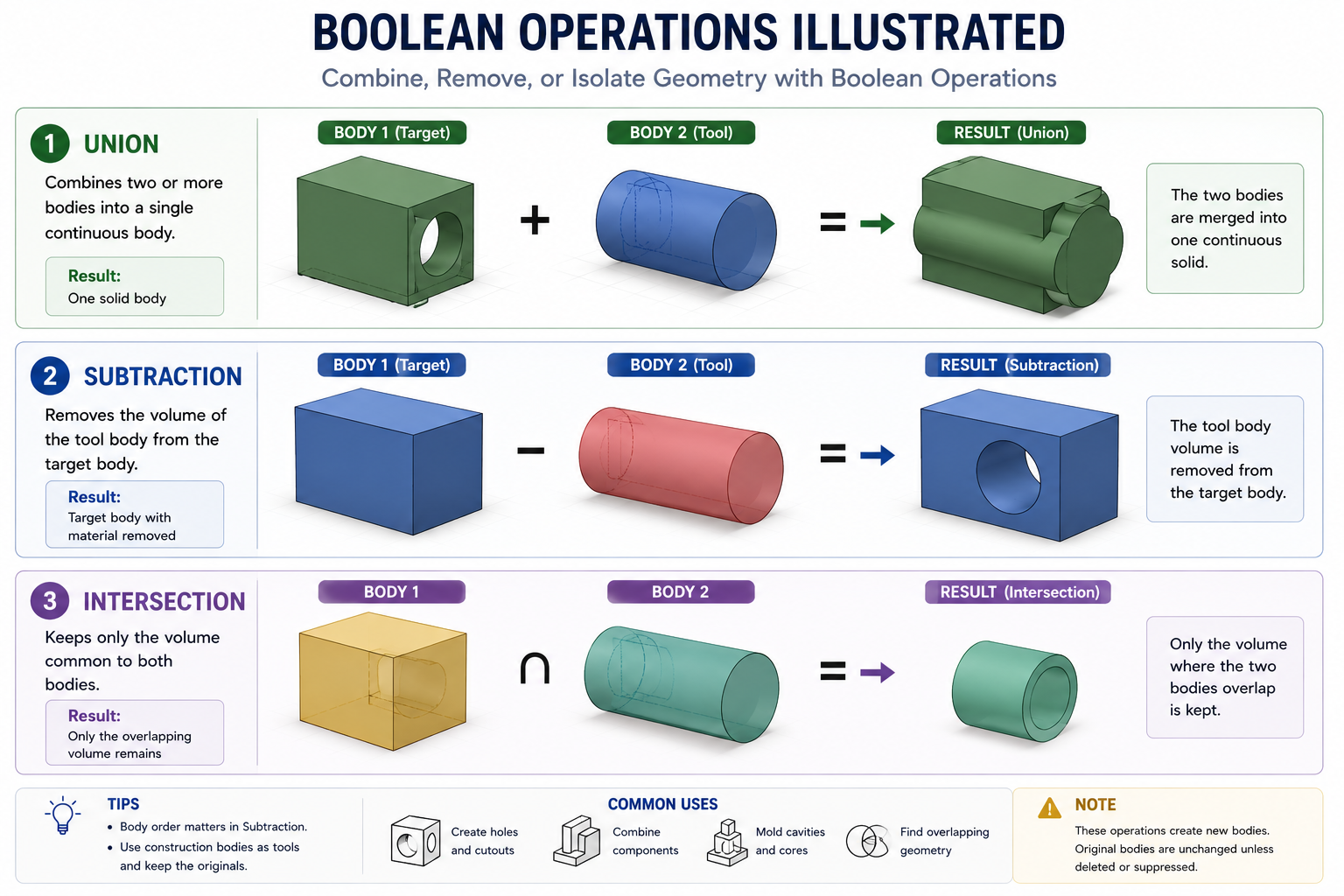
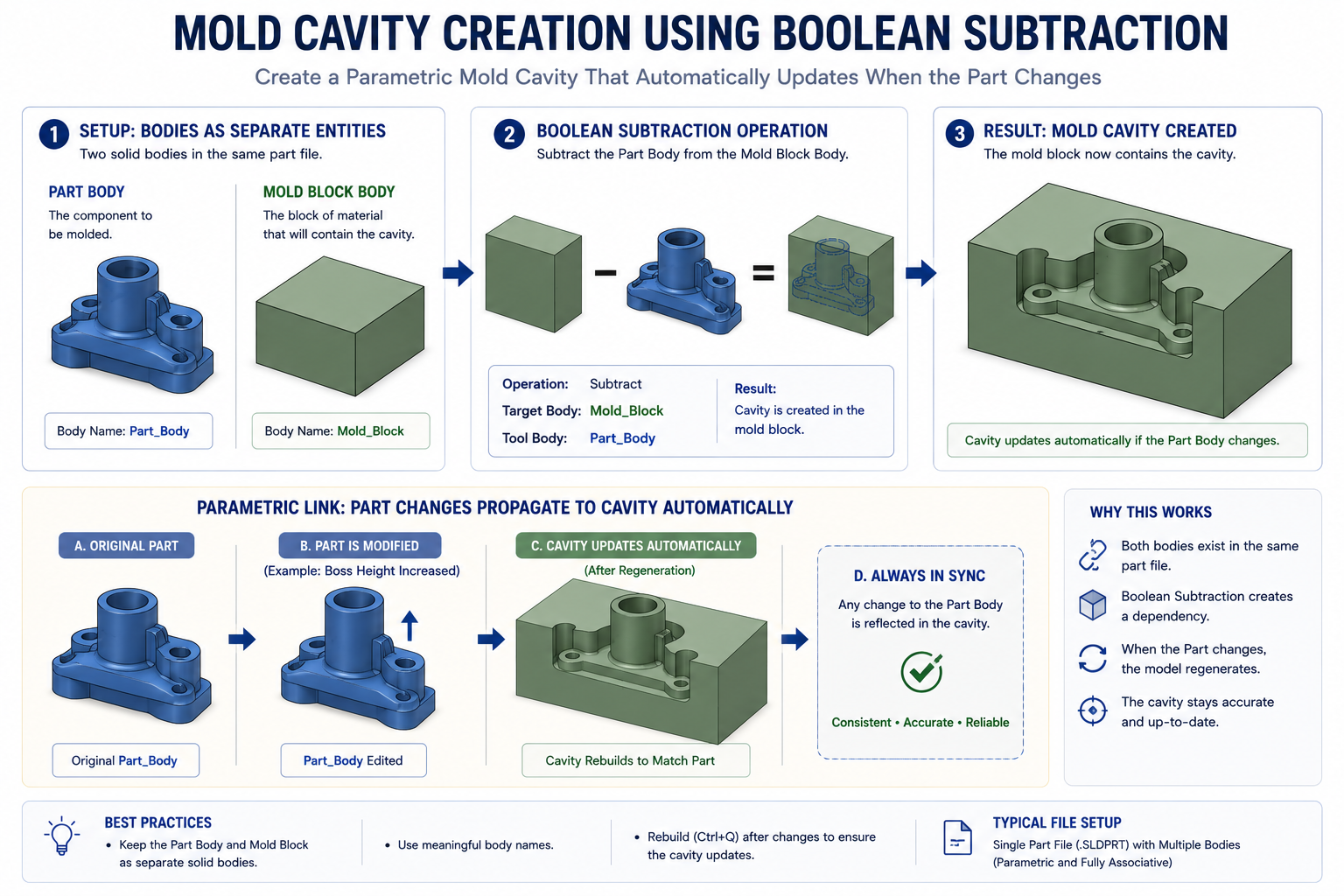
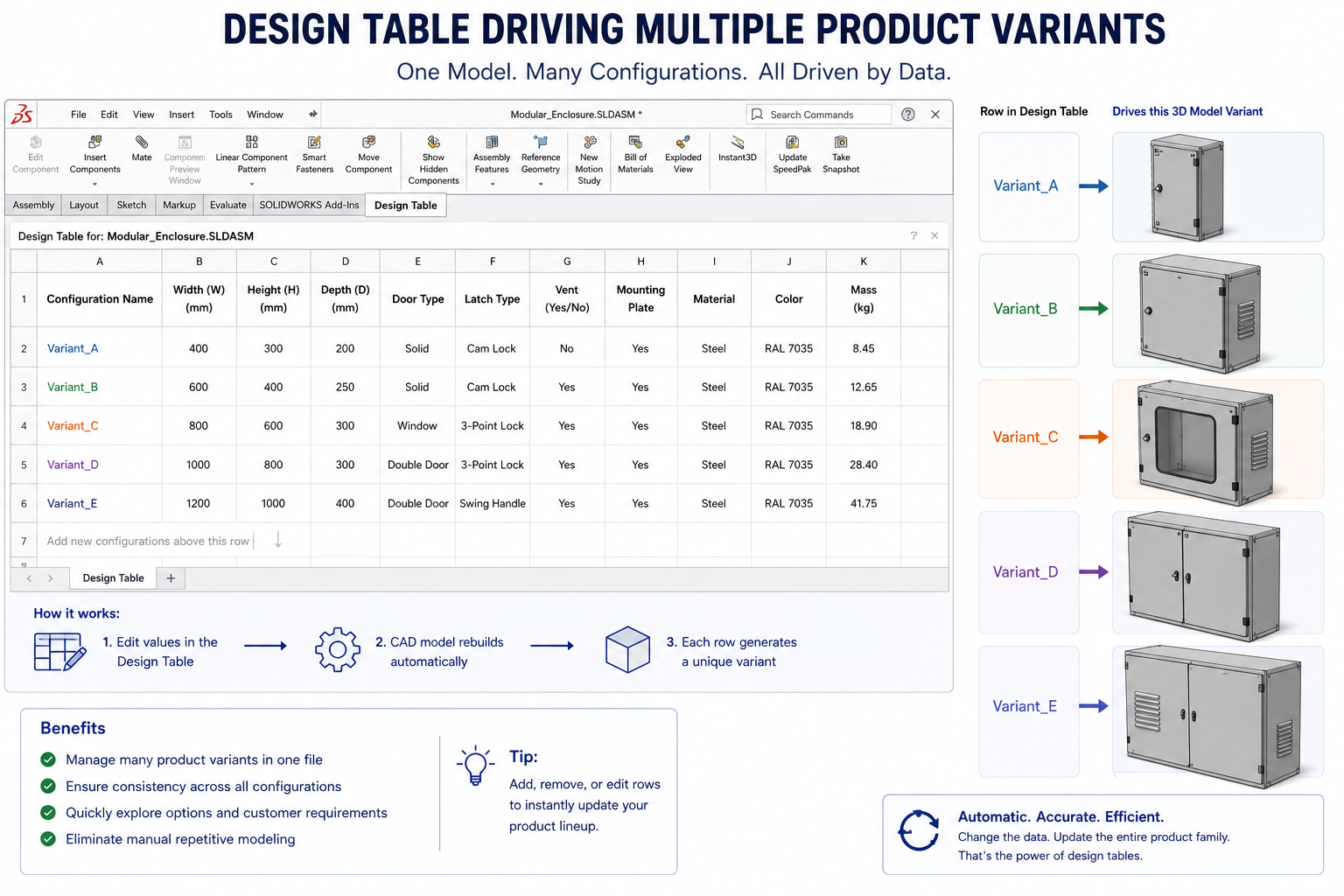
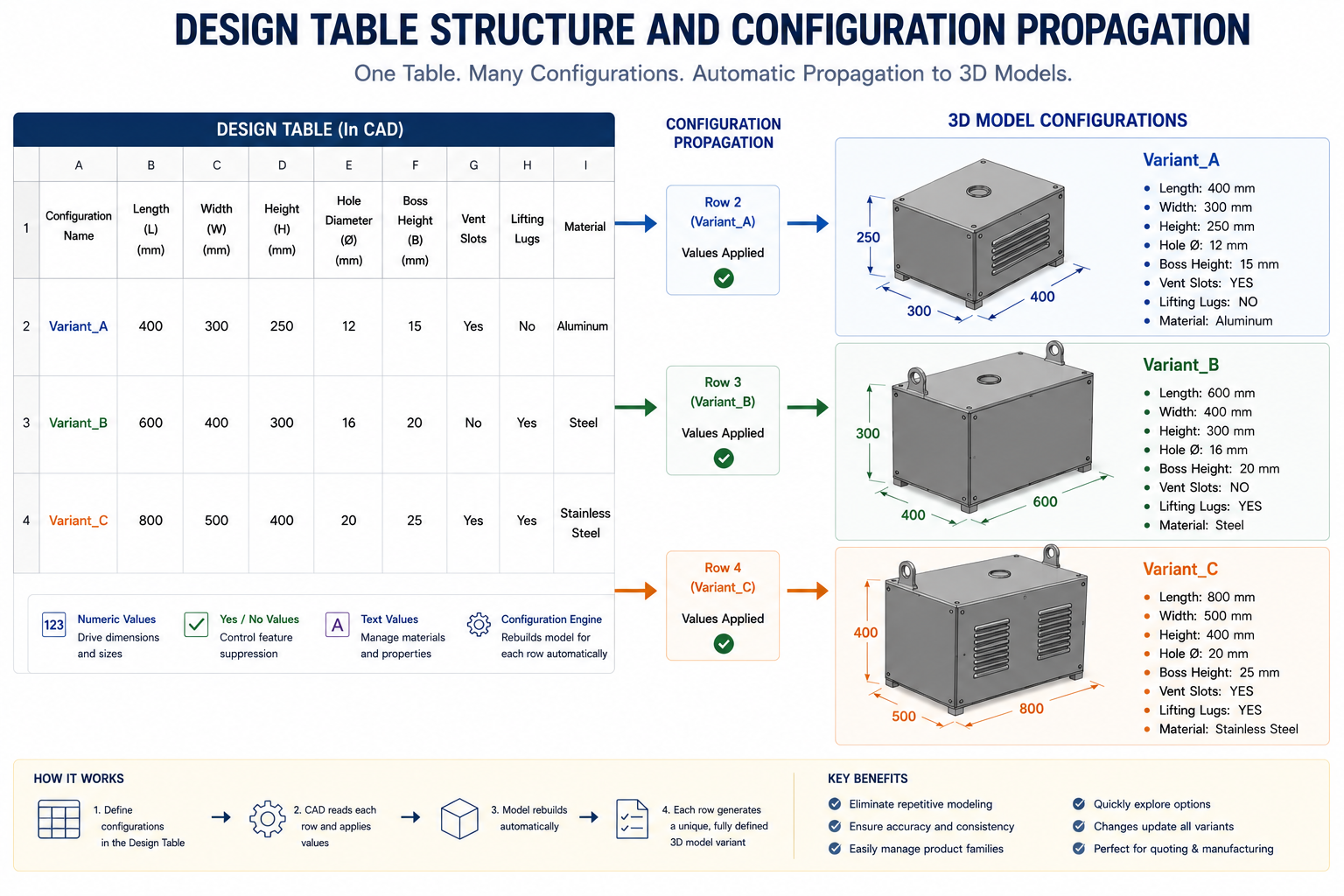
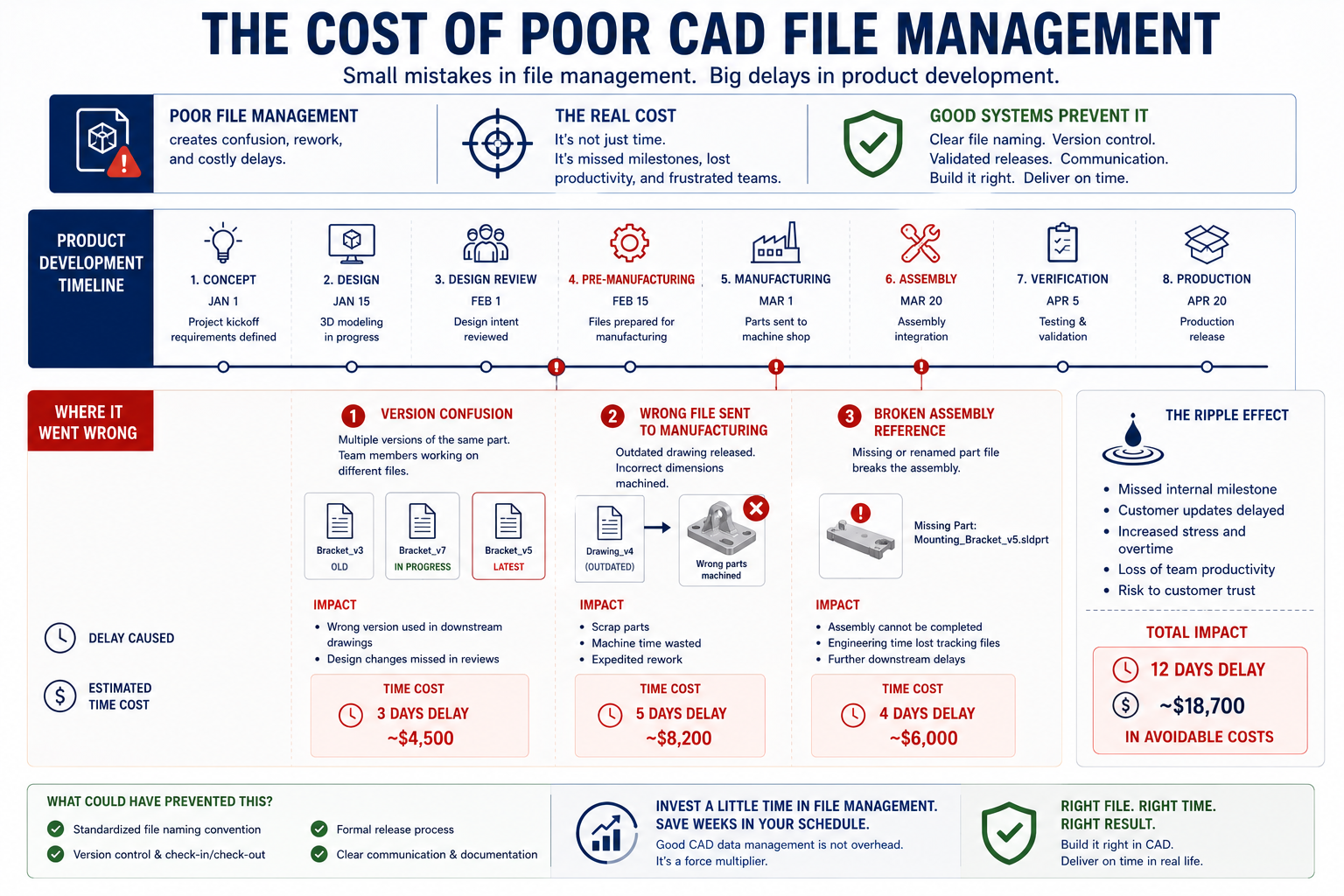
Continue building your engineering design expertise with our guides on CAD modeling mistakes that delay manufacturing, multi-body modeling techniques, design tables for product families, and parametric modeling best practices.