The part looked perfect on screen. Clean geometry. Tight tolerances. No warnings in the model tree. It sailed through internal review and landed in the supplier’s inbox on a Friday afternoon. By Monday morning, there was an email back: the part could not be made as drawn. Three weeks later, after re-drawing, re-quoting, and re-ordering, production finally started. The launch date had already slipped.
If that scenario sounds familiar, you are not alone. It is one of the most common and most expensive sequences of events in product development. And almost every step of that chain can be traced back to mistakes made during CAD modeling, not in manufacturing, not in engineering review, but at the source.
The uncomfortable truth is that most CAD modeling mistakes that delay manufacturing are not caused by a lack of skill. They are caused by a lack of awareness: not knowing what the shop floor actually needs, not understanding how tolerances affect machinability, and not building models with the discipline that turns a digital design into a manufacturable part.
This article covers the specific mistakes that create the most damage, why each one happens, what it costs when it reaches production, and exactly how to prevent it. Whether you are designing CNC machined components, injection-molded housings, sheet metal enclosures, or welded assemblies, these principles apply universally.

Modeling Without Manufacturing Process Knowledge
This is the foundational mistake from which most other problems branch. When an engineer designs a part in CAD without a solid understanding of how that part will actually be made, the model becomes a collection of geometric shapes rather than a production-ready design. It may look correct, pass simulation, and satisfy the design brief on paper. But the moment it hits a real machine or mold tool, the gaps become painfully obvious.
The CNC Machining Reality
CNC machining has physical constraints that no CAD software will automatically enforce on your behalf. A deep pocket with a small corner radius might be trivial to draw in SolidWorks, but machining it requires a small-diameter end mill operating at significant depth, which means slow feeds, high tool deflection, and potential tool breakage. Some geometries are simply unreachable by any standard tooling path.
Internal corners on a milled part will always have a radius at minimum equal to the cutter radius. If your design calls for a sharp internal 90-degree corner in a pocket, you either need to accept a radius, specify an undercut, or add a dog-bone relief. If none of these are shown on the drawing, the machinist has to stop and ask, and that question costs time and money every single time it happens.
Injection Molding: The Draft Problem
Draft angle is perhaps the single most common DFM error on injection-molded parts. Vertical walls, those with zero degrees of taper relative to the direction of mold opening, cause parts to stick in the tool. At best, this leaves cosmetic drag marks. At worst, it damages the mold and requires an expensive repair.
Most injection-molded surfaces need a minimum of one to two degrees of draft. Complex or textured surfaces often need three degrees or more. This is not a detail you can add at the end as an afterthought. Draft must be designed in from the very beginning, because it affects the entire geometry of the part, where parting lines fall, how ribs are oriented, and whether wall thicknesses remain consistent.
Sheet Metal: The Bend Radius and Proximity Rules
Sheet metal design has its own set of manufacturing constraints that frequently get ignored in CAD. Holes placed too close to a bend distort during forming because the material stretches unpredictably in the bend zone. The minimum distance from a hole edge to a bend line is typically at least the material thickness plus the bend radius, and varies by material and gauge.
K-factor, which describes how the neutral axis shifts during bending, must be correctly configured in your CAD tool for flat pattern development to be accurate. A flat pattern exported from a model with the wrong K-factor will produce parts that do not bend to the correct final angle. This error is invisible in the 3D model and only reveals itself when the bent part does not match the assembly.
| Real-World Cost A consumer electronics company discovered during first-article inspection that their injection-molded enclosure had zero draft on four internal bosses. The mold tool had already been cut. Adding draft required steel welding and re-cutting the tool, a process that added six weeks and approximately $18,000 to the program. The engineer who designed the model had never seen an injection mold run. |
Over-Tight Tolerances That Have Nothing to Do With Function
Tolerance specification is where the gap between design intent and manufacturing cost becomes most visible, and most expensive. Over-tolerancing is not a minor inconvenience. It directly and measurably increases part cost, extends lead time, and in some cases makes a part entirely non-manufacturable through standard processes.
The core problem is this: many engineers apply tight tolerances out of habit, caution, or training, without asking whether those tolerances are actually required by the function of the part. A tolerance of plus or minus 0.01 mm on a non-critical surface might feel like good engineering. But it requires specialized finishing operations, slower machining speeds, environmental temperature controls during inspection, and a CMM report for every part. The same surface at plus or minus 0.1 mm could be made on a standard CNC mill, inspected with a micrometer, and shipped the same week.
What Over-Tight Tolerances Actually Cost
The machining cost of a part is not linear with tolerance tightness. Tightening a tolerance from 0.1 mm to 0.01 mm does not make a part ten percent more expensive. Depending on the feature, it can double or triple the cost by pushing the part into grinding, lapping, or EDM territory rather than standard milling or turning. Add CMM inspection, rejection rates from tighter pass-fail criteria, and potential supplier qualification requirements, and the cost multiplier grows quickly.
Lead time is equally affected. Standard tolerance parts often ship from a job shop in days. Precision tolerance parts enter a queue for specialized equipment, may require operator certification, and almost always require first-article approval before production quantities are released.
The 7 Most Common Tolerance Mistakes Mechanical Engineers Make
The Asymmetric Tolerance Trap
There is a subtler tolerance error that creates problems even when the tolerance value itself is appropriate. Asymmetric tolerances modeled at a non-midpoint value cause parts to technically fall outside specification even when machined exactly to the CAD model. Consider a feature with a nominal dimension of 50 mm and a tolerance of plus 0 and minus 0.4 mm. The functional midpoint of this tolerance is 49.8 mm. If the CAD model shows 50 mm and the machinist cuts to the model exactly, the part sits at the tight end of the tolerance band, with essentially no margin.
The correct practice is to model asymmetric tolerances at their statistical midpoint and apply the asymmetric annotation on the drawing. This way the model, the drawing, and the machining target all align, giving the machinist the full tolerance window to work within.
How to Tolerance Correctly
- Start with functional requirements: what actually needs to fit, move, or seal?
- Apply standard machine tolerances (typically plus or minus 0.1 to 0.25 mm) to non-critical surfaces by default
- Reserve tight tolerances (below 0.05 mm) for features that genuinely require them
- Perform a tolerance stack-up analysis for critical assemblies before finalizing individual part tolerances
- Review tolerances with a manufacturing engineer or supplier before releasing drawings
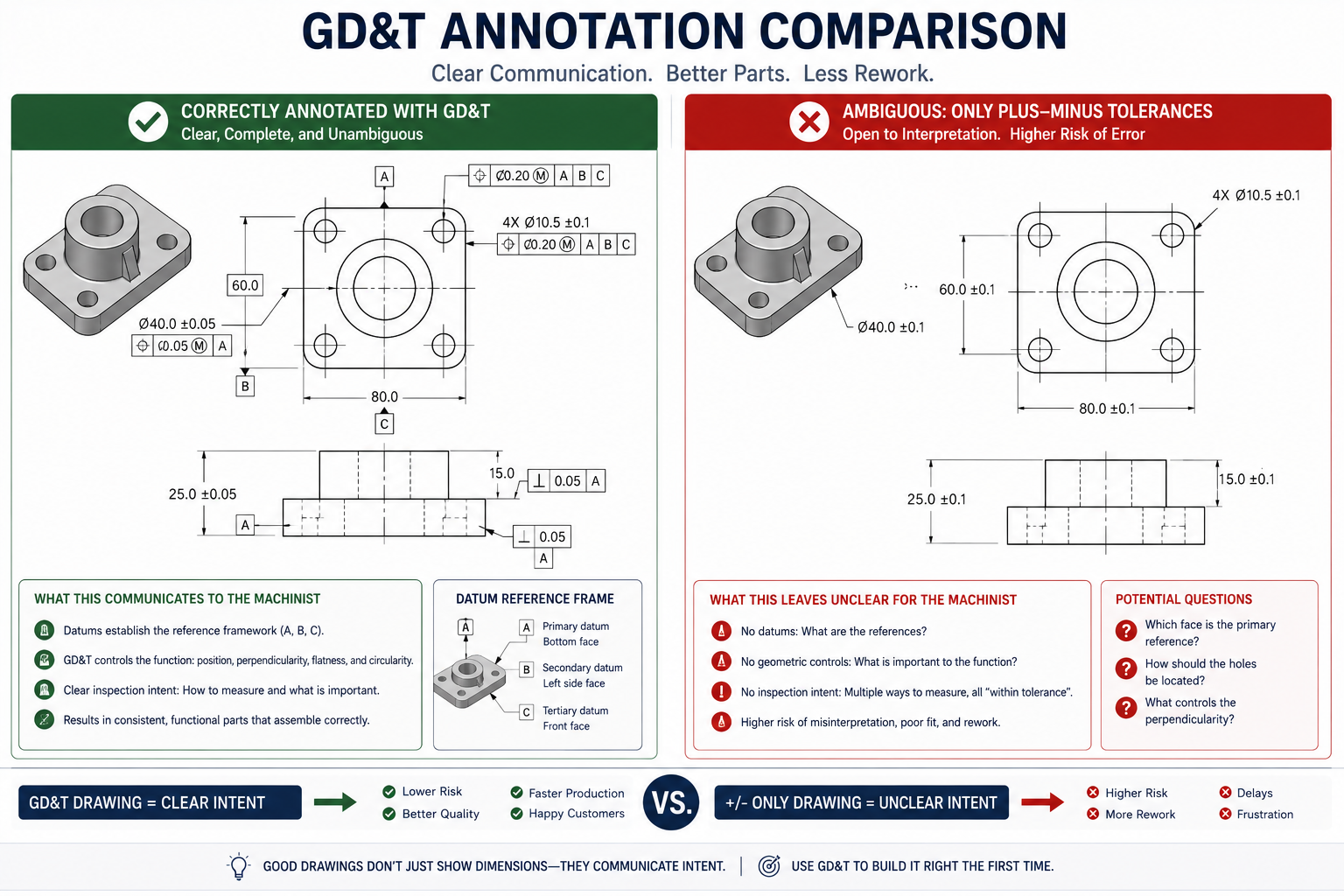
Incomplete, Ambiguous, or Missing GD&T Annotations
Geometric Dimensioning and Tolerancing (GD&T) exists for a single purpose: to eliminate ambiguity in engineering drawings so that every machinist, inspector, and quality engineer understands exactly what the design requires without calling the design engineer. When GD&T is missing, incomplete, or incorrectly applied, that clarity disappears and the shop floor fills the gap with assumptions, and assumptions cost money.
This is one of the most technically complex areas where CAD models fail manufacturing teams. GD&T errors do not always look like errors on the drawing. A drawing can appear professional, well-organized, and fully dimensioned while still containing GD&T annotations that are functionally ambiguous or outright incorrect.
The Most Damaging GD&T Mistakes
Datum selection errors are among the most common. A datum is the reference from which all other geometric controls are measured. If you select a datum that cannot be easily fixtured during machining or inspection, the shop cannot replicate the measurement environment you assumed during design. The resulting inspection data will be inconsistent, leading to parts being rejected that would have passed under a more sensible datum scheme, and vice versa.
Position tolerances applied without datums create open-ended specifications. A position callout with no datum reference tells the inspector that a hole must be within a given tolerance zone but gives no reference for where that zone is located. The answer becomes dependent on how the inspector decides to set up the part, and two inspectors may produce different results from identical parts.
Using plus-minus tolerancing where GD&T is needed is especially problematic for hole patterns and mating features. Plus-minus tolerancing creates a square tolerance zone, while GD&T true position creates a circular one. The circular zone is approximately 57 percent larger in area than the square zone for the same nominal tolerance value. This means plus-minus tolerancing on hole patterns is inherently more restrictive than true position GD&T, causing good parts to be rejected more often than necessary.
Profile of a surface without datum references is a frequent error on complex curved parts. Without datums, the profile tolerance controls only form, not location or orientation. If the intent was to also control where that surface sits relative to other features, the callout is incomplete and the inspector has no way to verify the full requirement.
| Key Principle GD&T applied well reduces manufacturing cost by ensuring tolerances match functional requirements: no tighter, no looser. GD&T applied poorly can make drawings unnecessarily expensive to manufacture and inspect, and can cause perfectly good parts to be rejected because the annotation did not match the actual requirement. |
Practical Steps to Avoid GD&T Errors
- Select datums based on how the part will be fixtured during machining and measured during inspection
- Apply GD&T to surfaces and features that are functionally critical, not to every dimension
- Use true position for hole patterns rather than coordinate plus-minus tolerances
- Include datum references on all location and orientation controls
- Have a manufacturing engineer or quality engineer review GD&T annotations before release
- Reference ASME Y14.5-2018 as the governing standard for all drawings
Sending the Wrong File Version to the Supplier
This mistake does not get the attention it deserves in most CAD best-practice articles. It is discussed as a workflow issue, a PDM problem, a process failure. But make no mistake: sending a supplier an outdated file version is a CAD modeling problem as much as it is a data management problem, because the way CAD files are structured, named, and stored directly enables or prevents this mistake.
Version control failures in engineering are far more common than most organizations admit. Engineers save files as “Housing_v3_FINAL_actually_final.SLDPRT” on shared drives. Email threads carry drawing attachments that quietly become outdated. A supplier quotes from a PDF sent three weeks ago and starts cutting from a model that has been revised twice since. The part that arrives is to the wrong specification, and no one realizes it until first-article inspection.
What Happens When the Wrong Version Ships
In the best case, the supplier catches the discrepancy and comes back with a question before cutting anything. This delays the order but costs only time. In the more common case, the supplier makes the part to the version they have. If the part happens to still assemble, the problem may never surface. If it does not assemble, or fails inspection, the cost is a rejected batch, a re-order, and a timeline slip. In safety-critical industries, it can trigger a recall and regulatory investigation.
The design team spends hours trying to identify which version was sent, comparing files, checking email timestamps, and reconstructing a timeline of events. This forensic investigation is entirely avoidable.
Building Version Control Into the CAD Workflow
The solution is not just installing a PDM (Product Data Management) system and calling it done. PDM only works if engineers use it correctly, and they only use it correctly if the CAD models are structured in a way that makes version control natural rather than friction-heavy.
This means establishing revision fields directly in the CAD model and drawing title block. It means releasing drawings only through a formal release process, not via email attachment. It means creating read-only PDF exports from the controlled master model, not from whatever file happens to be open at the time. And it means training the whole team, including purchasing and supplier management, to request and confirm revision levels on every procurement transaction.
- Name files systematically: part number plus revision, never descriptive names with version keywords
- Use a PDM or PLM system as the single source of truth for all released data
- Lock released revisions so they cannot be edited without initiating a formal ECO
- Archive all superseded revisions with a record of what changed and why
- Transmit only controlled PDF or STEP exports to suppliers, never native CAD files unless contractually required
Non-Manufacturable Geometry That Passes Visual Review
This is perhaps the most insidious category of CAD modeling mistake because it is invisible to casual inspection. The model looks clean. No warnings in the feature tree. No red flags in the graphics window. It even passes a basic DFM check inside the CAD environment. Then it reaches a supplier’s CAM programmer, and the problems begin.
Geometry That Cannot Be Tooled
Inside corner radii that are too small for available tooling force the CAM programmer to use micro-end mills, which break frequently and require extremely slow feeds. Many job shops will simply decline a job with unachievable corner requirements, or quote a price that reflects the true cost of the work, which is often a shock to the design engineer who thought the geometry was routine.
Features in blind holes or recessed pockets that cannot be reached by standard tooling lengths are another common problem. Designing a threaded feature at the bottom of a deep, narrow pocket looks fine in the 3D model, but tapping a thread at that depth and diameter combination may require a custom tap that adds weeks to procurement and significant cost to the unit price.
Wall thicknesses below the minimum for the chosen process cause structural failure during or after manufacturing. In injection molding, walls that are too thin in proportion to their length produce short shots (incomplete fill) and warping. In CNC machining, thin walls chatter and flex under cutting forces, producing poor surface finish and dimensional inaccuracy. In casting, thin sections cool too quickly and create porosity or cold shuts.
Zero-Thickness Faces and Non-Manifold Geometry
This is a purely CAD-side problem with direct manufacturing consequences. Non-manifold geometry occurs when surfaces in a solid model share an edge but do not form a closed, water-tight solid. This kind of geometry appears visually normal in many CAD environments but produces errors when imported into CAM software or sent to a 3D printer. The toolpath algorithm cannot interpret the geometry correctly and either crashes, produces incorrect toolpaths, or outputs support structure in the wrong locations.
Zero-thickness faces, often created by accidental coincident surfaces during Boolean operations, are similarly problematic. Run a geometry check tool in your CAD software before releasing any model. Most platforms (SolidWorks, Creo, CATIA, Inventor) have built-in geometry analysis tools that flag these problems. Use them.
| Quick Check Before releasing any model, run the following checks: solid body integrity check (no non-manifold edges), minimum wall thickness analysis, tool access simulation if available in your CAD tool, and a manual review of all internal radii against standard end mill sizes for your target process. |
Poor Assembly Mating Strategy Leading to Interference and Mis-Fits
Assemblies that look correctly mated in CAD but fail to assemble in the real world are a major source of manufacturing delays, particularly in programs involving multiple suppliers, long lead-time components, or custom tooling. The physical parts arrive, they are brought together, and they do not fit because the CAD assembly did not accurately capture the geometric reality of the manufactured components.
Mating to the Wrong Geometry
One of the most common errors is mating components to each other’s nominal geometry without accounting for real-world variation. In a CAD assembly, a shaft and a bearing bore mate perfectly because both are modeled at their nominal dimension. In the real world, both have tolerance bands. If the tolerances are not analyzed collectively through a proper stack-up analysis, the assembled components may interfere under worst-case conditions or have excessive clearance under best-case conditions, either of which can cause functional failure.
This is why tolerance analysis, particularly worst-case and statistical stack-up analysis, is not an optional step. For any assembly where fit affects function, it is a required part of the design process, and it must be informed by real manufacturing capability data, not just assumed tolerance values.
Rigid Assemblies That Cannot Accommodate Real-World Variation
Assemblies with zero degrees of freedom between mating parts and no designed-in compliance or adjustment are extremely sensitive to manufacturing variation. If every part must be at its exact nominal dimension for the assembly to close, any deviation in any component propagates directly into the assembly gap or interference. Real assemblies need shimming provisions, slotted holes for adjustment, or floating fastener strategies to absorb the natural variation that comes from real manufacturing processes.
Slot a hole rather than a fixed hole where adjustment will be needed. Design shimming surfaces into housings where axial preload matters. Include provisions for adhesive or sealant in joints where surface variation is expected. These design choices do not cost money in manufacturing. They prevent it from being spent on field adjustment, rework, and warranty returns.
Skipping Simulation and FEA Until It Is Too Late
Simulation is the cheapest form of testing available to any engineering team, and yet it remains one of the most consistently under-used tools in product development. When FEA (Finite Element Analysis) and other simulation methods are deferred to late in the design cycle, the findings often require structural changes that cascade into tooling modifications, procurement re-orders, and schedule impacts that are entirely avoidable.
The argument for deferring simulation is usually time: the model is not finalized yet, the loads are not confirmed, the material has not been selected. These are reasonable-sounding justifications that reflect a misunderstanding of how simulation adds value. Simulation does not need to be perfect to be useful. Even a simplified, conservative analysis early in the design cycle catches gross structural errors that would otherwise surface in physical testing.
What Late Simulation Discovery Costs
An injection-molded structural housing that fails a drop test after tooling is cut requires one of three responses: accept reduced performance (if the customer and regulatory environment allow it), add material with insert tooling (possible for minor corrections, expensive for major ones), or recut the tool (very expensive, often measured in tens of thousands of dollars and multiple weeks). All three options are downstream consequences of a simulation that was not run, or not run seriously, during design.
Compare this to the same problem caught during initial CAD modeling. The engineer thickens the wall, adds a rib, changes the material specification, or redesigns the load path. The CAD file is updated in hours. No tooling money has been spent. No schedule has been impacted.
Integrating Simulation Into the Design Phase
- Run initial topology optimization or hand calculations as soon as a concept is selected, before detailed modeling begins
- Use built-in CAD simulation tools (SolidWorks Simulation, Inventor Nastran, Creo Simulate) for early screening, even on simplified models
- Run a dedicated FEA review at each major design milestone, not just at the end
- Include thermal simulation for any component exposed to significant heat sources or cycling
- Use mold flow analysis for injection-molded parts before finalizing tool design
- Document simulation assumptions and results as part of the design record
Using Unstable CAD References That Break on Update
This mistake lives purely in the CAD environment, but its consequences reach directly into manufacturing timelines. Unstable CAD references are references between features, sketches, or assembly components that are anchored to geometry that is likely to change or disappear: a specific edge, a vertex that results from an intersection, a face that changes shape when an earlier feature is modified.
When that reference geometry changes, the feature or assembly constraint that references it fails. In some cases the failure is obvious: the model throws an error and the feature turns red in the tree. In other cases the failure is silent: the geometry updates, but not to the correct position, producing a subtly wrong model that passes visual inspection but has incorrect dimensions.
Why Silent Failures Are the Most Dangerous
A model that fails loudly is annoying but manageable. The engineer sees the error and investigates. A model that fails silently produces incorrect geometry that flows downstream into drawings, STEP exports, and eventually into the supplier’s CAM program. By the time the error is discovered, parts may already be in production or, worse, already delivered and assembled into a product.
Silent reference failures are especially common when features reference edges that are created by intersection of two surfaces, because when either of those surfaces changes, the intersection edge changes position, shape, or may disappear entirely. The feature referencing that edge silently moves to the new edge location, or fails to resolve and uses the last known position.
Building Reference Stability Into Your Workflow
- Reference named planes, axes, and coordinate systems rather than edges or vertices wherever possible
- Create dedicated reference geometry at the top of your feature tree for all key datum surfaces
- Avoid referencing geometry from other parts in an assembly context unless you are using a controlled top-down skeleton approach
- After any major model update, run a full geometry analysis and check all mating surfaces and critical dimensions explicitly
- Use design freeze checkpoints: formally lock reference geometry after each major design phase
The Design-Manufacturing Communication Wall
This final mistake is the most human of all, and arguably the one that causes the most cumulative damage. The wall between the design engineering team and the manufacturing team, whether that is an internal production group or an external supplier, is where the majority of preventable delays are born.
Design engineers optimize for performance, aesthetics, and functional requirements. Manufacturing engineers optimize for process capability, tooling efficiency, and cycle time. These goals are not inherently in conflict, but when the two groups do not communicate during the design phase, they produce solutions optimized for their respective silos that fail at the boundary where those silos meet.
The Downstream Review Problem
In many organizations, manufacturing review happens after the design is considered complete: at the DFM review, at the pre-production meeting, or at the quotation stage with suppliers. At this point, the design has been invested in. The engineer has spent weeks building the model. Management has committed to a schedule based on this design. Changing it now is expensive in every sense of the word: politically, financially, and temporally.
The better model is concurrent engineering: involving manufacturing engineers, tooling engineers, and key suppliers in the design process while fundamental choices are still being made. This is not a new idea. It has been known to reduce time-to-market and engineering change orders significantly in organizations that practice it consistently. The barrier is cultural, not technical.
What Design Engineers Can Do Right Now
- Share in-progress CAD models with manufacturing stakeholders early, not polished ones. Ask for feedback on process feasibility, not visual appearance.
- Create a DFM checklist specific to your manufacturing processes and run through it before every design review, not at the final release stage.
- Visit the shop floor at least once during each major program. Understanding what a machinist sees when they read your drawing changes how you draw.
- Request supplier DFM feedback at quotation stage and treat it as engineering input, not as a negotiating inconvenience.
- Document manufacturing constraints in the CAD model using annotations and notes, so the information travels with the file rather than existing only in the engineer’s head.
Quick Reference: CAD Mistakes vs. Shop Floor Impact
The table below maps each major mistake category to its manufacturing consequence, delay severity, and the primary prevention tool available to the design engineer.
| CAD Mistake | Shop Floor Impact | Delay Severity | Prevention Tool |
| Ignoring DFM principles | Toolpath failures, scrapped parts | High | DFM checklist, CAM simulation |
| Over-tight tolerances | Machining time spikes, high scrap rate | High | Tolerance stack-up analysis |
| Missing/vague GD&T | Inspector guesswork, rejected parts | High | ASME Y14.5 annotation review |
| Unstable CAD references | Model rebuild failures, wrong geometry | Medium-High | Reference plane strategy |
| Wrong file version to supplier | Parts made to old spec, re-order needed | Very High | PDM / version control system |
| No draft on injection-molded parts | Parts stuck in tool, mold damage | High | Mold flow simulation |
| Thin walls below process limits | Warp, sink marks, structural failure | Medium | Process-specific DFM rules |
| Hardcoded dimensions, no parameters | Manual rework on every revision | Medium | Named parameters, equations |
| Poor assembly mating strategy | Interference at build, mis-fits | High | Assembly analysis, DMU |
| Skipping simulation / FEA early | Late-stage structural failure discovery | Very High | Integrated FEA in design phase |
Use this table as a pre-release checklist before any design reaches manufacturing. Catching even one of these mistakes at the CAD stage eliminates a delay that, once it reaches the shop floor, is guaranteed to be larger, more expensive, and harder to explain.
Frequently Asked Questions
Q: What are the most common CAD modeling mistakes that delay manufacturing?
A: The most common mistakes include designing without process knowledge (no draft for molding, wrong corner radii for machining), applying unnecessarily tight tolerances, incomplete or ambiguous GD&T annotations, sending wrong file versions to suppliers, non-manifold or non-manufacturable geometry, and skipping simulation until late in the design cycle. Each of these can be prevented with targeted workflow practices.
Q: How does over-tolerancing affect manufacturing lead time?
A: Over-tolerancing pushes parts into specialized machining territory: grinding, lapping, or EDM processes rather than standard milling or turning. It also requires CMM inspection rather than standard gauging, adds operator qualification requirements, and increases rejection rates. Tight tolerances that are not functionally required can double or triple part cost and extend lead time from days to weeks.
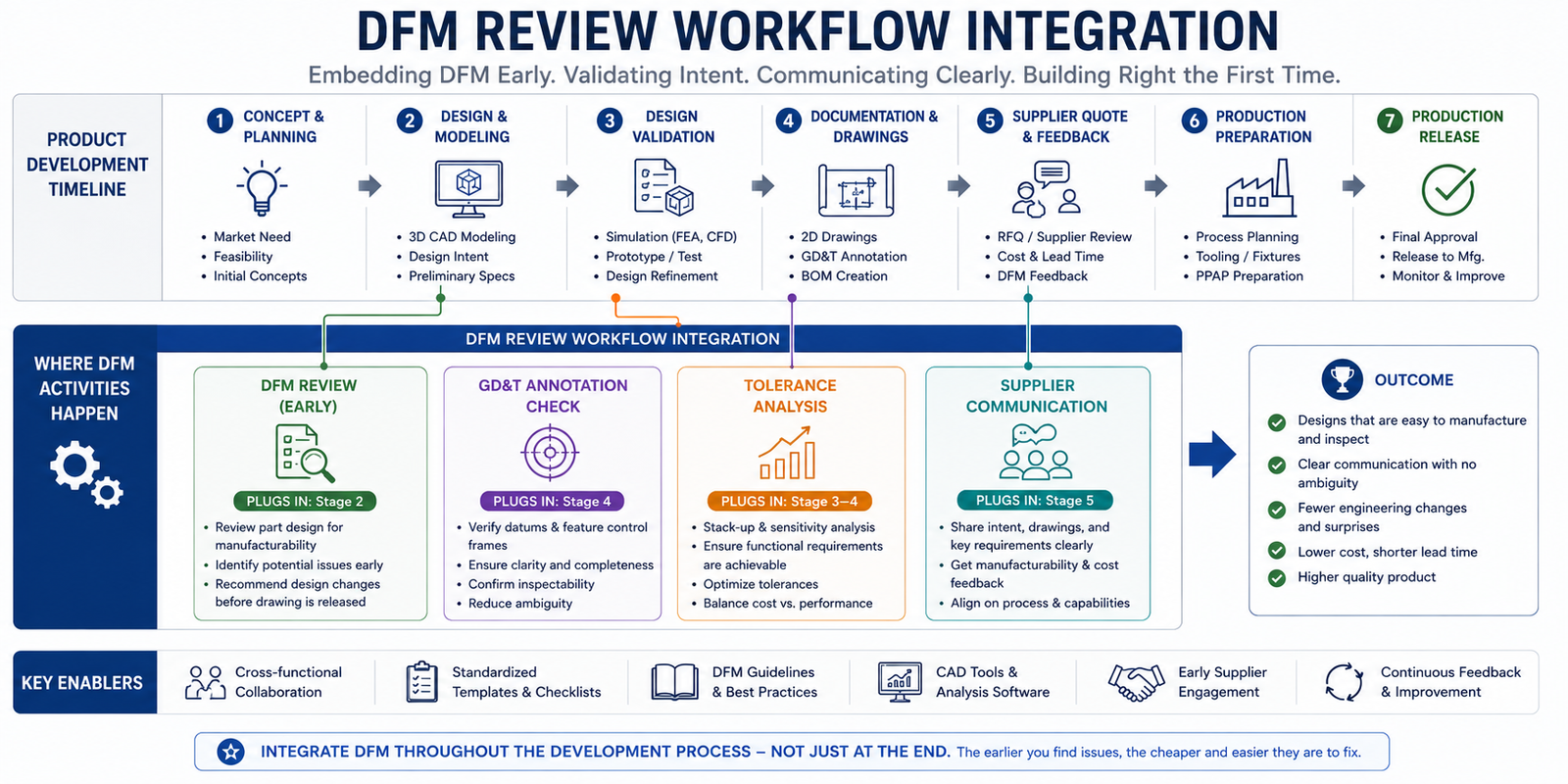
Q: What is design for manufacturability (DFM) and when should it happen?
A: DFM is the practice of designing parts and assemblies with the manufacturing process in mind, so that production is efficient, low-cost, and high-quality. It should begin at the concept selection stage, not as a final review before release. Key DFM principles include matching geometry to process capabilities, designing appropriate tolerances, and involving manufacturing engineers in design decisions early.
Q: Why do parts that look correct in CAD fail when manufactured?
A: CAD models represent nominal geometry with no manufacturing variation, no tool deflection, no material springback, and no thermal effects. A part can look geometrically correct in the model while containing features that are impossible to tool, tolerances that require non-standard processes, or references that produce incorrect geometry after updates. Running DFM analysis, geometry checks, and tolerance stack-ups helps bridge this gap.
Q: How can engineers prevent sending wrong CAD file versions to suppliers?
A: Implement a PDM or PLM system as the single source of truth. Release drawings only through a formal revision control process. Use part number and revision level as file names, not descriptive names with version keywords. Transmit only controlled exports (PDF, STEP) to suppliers and confirm revision level on every transaction. Never send native CAD files via email as the primary manufacturing reference.
Q: What is the difference between GD&T and plus-minus tolerancing?
A: Plus-minus tolerancing assigns independent linear variation to each dimension, creating square tolerance zones for positioned features. GD&T uses a standardized symbolic language to define shape, orientation, location, and size variation with geometric precision. GD&T true position, for example, creates a circular tolerance zone that is approximately 57 percent larger than an equivalent square coordinate zone, meaning GD&T is simultaneously more precise in intent and more generous to the machinist when applied correctly.
Conclusion:
Every mistake in this article has one thing in common: it is dramatically cheaper to fix at the CAD stage than at any later point in the production process. The cost of changing a draft angle in a CAD model is ten minutes of an engineer’s time. The cost of correcting that same issue after a mold tool has been cut is tens of thousands of dollars and several weeks of schedule.
This is not a theoretical observation. It is the engineering principle behind concurrent design and DFM: the earlier a problem is identified, the cheaper it is to fix. And the CAD model is the earliest possible intervention point before any physical resources are committed.
The engineers who consistently produce manufacturing-ready CAD models are not necessarily more talented than those who do not. They are simply more deliberate. They think about the shop floor while they are still in front of the screen. They know their manufacturing processes, or they talk to people who do. They apply tolerances that serve function rather than instinct. They check geometry before they release. They communicate with suppliers early rather than late.
These habits are learnable. They compound over time. And they transform a CAD model from a design artifact into a manufacturing asset.
Want to go deeper? Explore our guides on design intent in CAD, GD&T fundamentals, parametric modeling best practices, and DFM checklists for your specific manufacturing process.
Leave a Reply